3D プリンタ向けの出力用 3D モデルの作成方法(手順付きガイド)
3Dプリント用モデルを作成するための完全ガイド。印刷ミスをなくすために、厳密なデザインルール、肉厚、公差、Meshmixerによる修復、ファイル形式、AIワークフローを解説します。
2026年4月29日
完璧な部品の設計に6時間を費やしました。壁の見た目は完璧で、寸法も問題ありません。エクスポートして、スライサーに読み込んで印刷を開始します。20分後、最初の層が定着しない。1時間後、壁が垂れ下がり始める。2時間後、ビルドプレート上にはフィラメントが絡まった悲惨な状態になっています。
問題はプリンターではありません。画面上で正しく見えるものと実際に印刷できるものとの間にギャップがあるのです。このガイドでは、壁の厚さ、オーバーハング角、公差、メッシュの完全性、ドレンホール、最小寸法について説明します。さあ、見ていきましょう!
ほとんどの3Dモデルが印刷すると失敗する理由
3D モデルは見た目には完璧でも、3D プリントすると正常に出力されないことがあります。
これは3Dプリンティングにおいて最も一般的で厄介な問題の一つです。Blender、Fusion 360、またはその他のCADソフトウェア内ではすべてが正常に見えます。モデルは正しくレンダリングされ、形状はソリッドに見え、破損している部分は見当たりません。
ただし、これをスライサーへエクスポートすれば、状況が一変します。
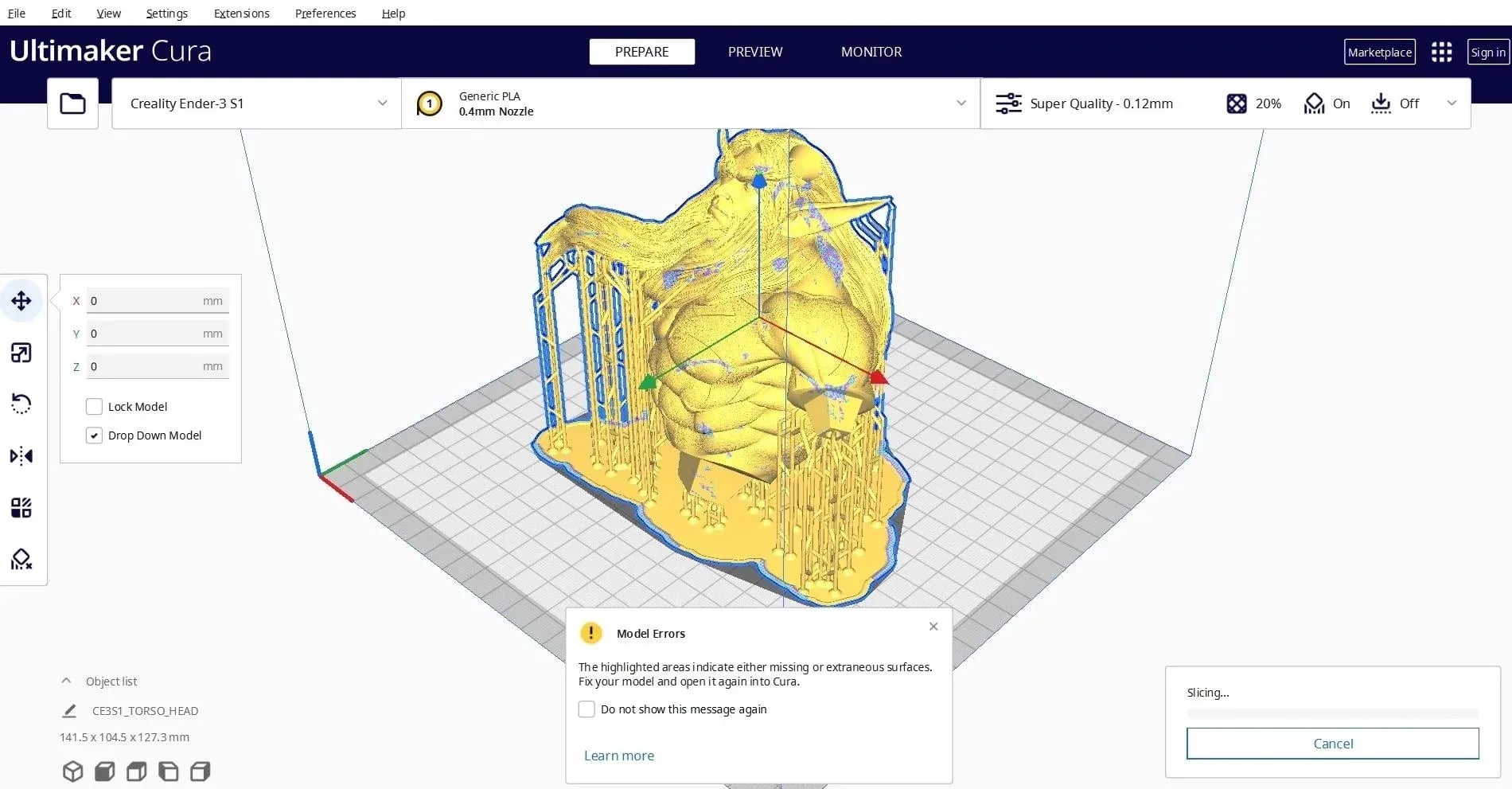
ある日突然、次のようなエラーが表示されます。
- メッシュ内の欠落した面や穴
- スライシング時に薄壁が破損する
- 逆法線または欠陥のある表面
- 途中で失敗した印刷
その時点で、ほとんどの初心者はプリンターに問題があると思い込んでしまいます。
通常、そうではないです。
真の問題は、3Dプリント可能なモデルが見た目ではなく、スライス後に物理的に妥当なオブジェクトとして振る舞うかどうかで決まるということです。
3Dモデルが実際に印刷可能であるための条件
モデリングを行うにあたっては、核となる原則を理解する必要があります
3Dプリントは物理的であり、視覚的なものではありません。
印刷用モデルは、以下の条件を満たす必要があります。
- 水密性(メッシュにピンホールがないこと)
- 閉じたメッシュ(内部と外部が明確に区別されたジオメトリ)
- 自己交差のない曲面
- 印刷に十分な構造的な厚みがある
- 適切な実寸スケール
これらが失敗すると、ビューポートでは完璧に見えても、スライシングや印刷中にモデルが破損する(破断する)場合があります。
現在の 3D モデル作成方法の 2 つ
現時点では、3D プリント可能なモデルを作成するための実用的なワークフローが 2 つ存在します。
従来のワークフロー:手動モデリング
これはBlender、Fusion 360、SolidWorksなどのソフトウェアで使用される標準手法です。
主な内容は以下の通りです:
- 手動による形状構築
- トポロジと構成の管理
- メッシュエラーの反復修正
- 試行錯誤を反復する
この方法は完全な制御が可能ですが、障壁は創造性ではなく、技術的な設定と後処理です。
初心者は、実際にデザインするほどではなく、3D 形状を修正することに時間をかけることが多いです。
この段階でツールを選択する場合は、2026 年の 3D プリンティングに最適な CAD ソフトウェアをご参照ください。各オプションの詳細な比較を確認できます。
現代のワークフロー:AI 支援による生成
3Dモデリングにおける大きな変革とは、より優れたツールではなく、使用可能な形状データにより素早くアクセスできることです。
従来のワークフローでは、あらゆるアイデアがゼロからのスタートとなります。大まかな形状を作り込み、初期のメッシュの問題を修正して、作り込みに耐えうる状態になって初めて、次の工程に進めます。このプロセスは時間がかかり、同じ作業の繰り返しが多く、修正や改善を繰り返す気力を奪いがちです。
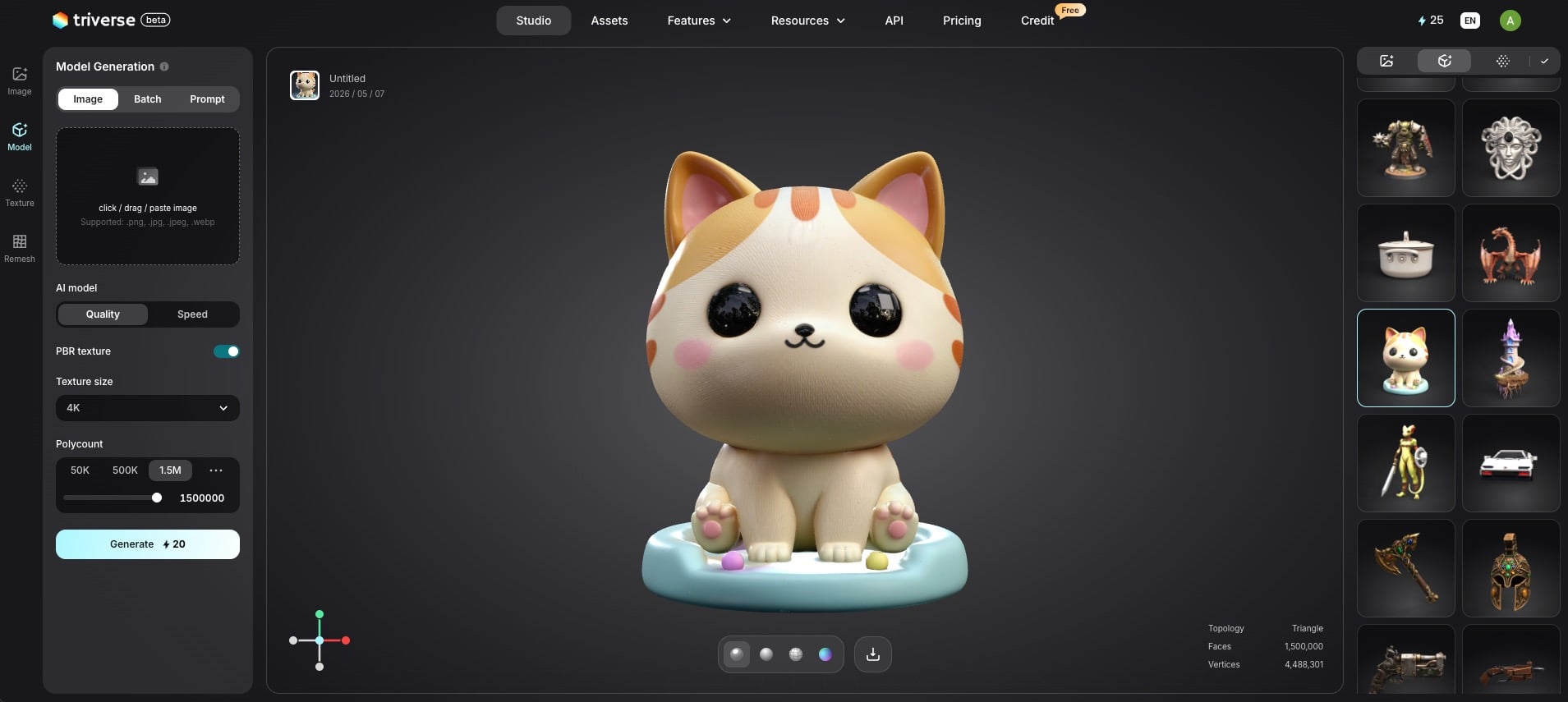
AI ツールはこの前提条件を変えます。
手動でジオメトリを構築する代わりに、Triverse AIのようなツールは、テキストプロンプトや参照画像から直接構造化された3Dベースモデルを生成します。これで、作業工程の中で最も時間がかかる部分、つまり初期構築段階が省かれます。
実務ではその影響はより顕著になります:
- アイデアから印刷可能なベースモデルへ素早く移行できる
- メッシュ内の初期構造エラーの低減
- セットアップではなく、設計の決定に時間を費やす
これはモデルが完了した、あるいは本番投入可能であることを意味するわけではありません。つまり、最初からやり直す必要はないということです。
この違いは、Image to 3D と Text to 3D のワークフローを比較するとさらに明確になります。どちらもベースジオメトリを生成しますが、入力の解釈方法(視覚的参照対言語駆動型生成)が異なるため、結果として、初期構造が異なります。
3Dプリントの段階別作業工程
構造とツールの仕組みを理解した上で、実際のワークフローはシンプルになります。
ステップ 1: アイデアを明確にする
ソフトウェアを開く前に、紙にラフ案を書きましょう:
- 基本シェイプ
- おおよその寸法
- 用途(装飾用または機能用)
- 印刷方向
素早いスケッチは後日の大幅な再設計を防止します。
手順2: ベースモデルを作成する
AI ツール(例:Triverse AI)は、テキストや画像から数秒で大まかな 3D モデルを作成できます。ここでの価値は最終的な品質ではなく、反復の速度です。
これは特に次のような場合に便利です:
- アイデアを迅速に検証する
- CADの初期設定に伴う負荷の軽減
- 概念の複数のバリエーションを生成する
このステップは、「真っ白なキャンバスという問題」をスキップするものと考えてください。
ステップ 3:Blender または CAD で洗練
ベースモデルができたら、Blender や Fusion 360 などの標準的なツールで調整を行います。
ここからが真のデザイン作業の始まりです。
- 割合の調整
- 表面形状の洗浄
- ジョイントや穴などの機能的なディテールを追加する
- 流暢さと構成の改善
この段階では、ゼロから作り上げるのではなく、使える状態のものを編集しています。
ステップ 4: 印刷適性の確認
これは多くの人が飛ばしがちな最も重要な段階です。
- モデルを…Autodesk Meshmixer→ 編集 → ソリッドにする → デフォルトを受け入れる(約80%の問題を修正)。
- 非多様体エッジ、法線の反転、薄肉部、穴を確認
- 手ごわい問題には、 Autodesk NetFabb (赤い×をクリック)。
以下の5つのルールは、印刷に失敗する最も一般的な原因です。エクスポート前にこれらを守ってください。
規定 1:壁厚
プリント失敗の最大の要因
素材 | FDM 最小値 | SLA/樹脂最小値 | 機能パーツ |
PLA | 1.5mm (1.5ミリ) | 0.5mm | 2.0-3.0mm |
PETG樹脂 | 1.5mm | 0.6mm | 2.0-3.0mm |
アンチロック・ブレーキシステム(ABS) | 1.8mm | - | • |
TPU(軟質) | 2.0 mm | - | - |
ルール2:45度張り出しルール
45°より急な面にはサポートが必要です。45°の面取りを使用して、形状を自立するようにします。サポートの接触点は見えない面に配置してください。
規則3:可動部のクリアランス
- スナップフィット嵌合:片側 0.2〜0.3mm の隙間
- ヒンジピンのクリアランス 0.2-0.3 mm
- 圧入:0.1~0.2mmの締め代(しまりばめ)。必ず小さなテストピースをプリントし、まずノギスで測定してください。
ルール4: 中空構造のプリントの排気穴
少なくとも2つの穴(1つは最下部に)を設けてください。SLA: 直径4〜6mm; FDM: 3mmで十分です。
ルール 5: 最小パターン幅
- 浮き彫り文字:高さ1.5mm × 線幅0.8mm
- 刻印文字:文字高さ1.0mm
- ポスト/ピン:≥2.0mm 径
- 細いリブ:厚さ1.5mm以上
ステップ5:エクスポートと分割
推奨形式:
- STL: 汎用互換性(バイナリモードでエクスポート)
- 3MF: モダンなスライサー - 色、材質、設定を維持します。
- OBJ: Blender からの中間フォーマットとして最適です。
スライサー(Ultimaker Cura、PrusaSlicerなど)において:
- 造形物の密着性を高め、サポート材を最小限にするために方向を最適化します。
- 最初の10層を注意深く確認してください。
- 新しい素材の場合は、まず20 mmの校正用キューブを印刷してください。
3Dプリントが失敗する一般的な原因
- 形状の整合性問題点 - 非多様体ジオメトリ、穴、裏返り法線、自己交差。
- 構造設計上の制約 - 壁厚が不十分、支持されていないオーバーハング、内部構造が弱い。
- スライシング設定エラー - スケール設定の誤り、サポートの不適切な設定、温度/速度の設定誤り。
- 初期設計段階での誤り - 印刷の物理的制約ではなく、ビジュアルのためにデザインする。
造形可否チェックリスト(スライシング前)
- メッシュは水密でマニフォールドですか?
- すべての壁は最小厚さの基準を満たしていますか?
- オーバーハングは45度以下または適切に固定されていますか?
- 中空部品に排水穴はありますか?
- Meshmixerでモデルを修正しましたか?
- スライサープレビュー(特に初層)は正常に見えますか?
Triverse AIの3D生成技術が作業工程を変革する理由
従来のモデリングでは、使用可能なモデルが完成する前に完全な手作業による構築が必要です。Triverse AIのようなAI支援型ワークフローはこの制約を排除します。
旧来の手法: アイデア → 手作業によるモデリング → デバッグ
新しい方法: アイデア → AI基盤 → 洗練 → 印刷
重要な変化は自動化ではなく、実用的なジオメトリの作成時間の短縮です。
構造の構築に費やす時間が少なくなり、その分、デザインに関する意思決定に費やす時間が多くなります。
結論
印刷可能な 3D モデルの作成は、派手なソフトウェアを使うことではなく、3D プリンティングの仕組みを理解し、堅実なワークフローに従うことです。
AI で高速化し、CAD で高精度を実現し、5 つの重要な設計原則を適用し、必ず Meshmixer で検証してください。これを一貫して行うことで、3D プリントの成功率は大幅に向上します。
見た目に優れたモデルと実際にうまく造形できるモデルの差は、かつてないほど縮まっています。
今日から始めよう ― あなたのアイデアを実物の印刷物に変えましょう。
3D 印刷用 3D モデル作成に関する FAQ
Blender や Fusion 360 では完璧に見える 3D モデルが、なぜ印刷すると失敗してしまうのでしょうか?
画面上での視覚的な正しさが、そのまま印刷可能であることを意味するわけではありません。欠損した面、非マニフォールドジオメトリ、法線の反転、薄すぎる壁、破損した表面などの問題は、モデリングソフトウェアでは目に見えないことが多く、スライスや印刷時に失敗の原因となります。
3D モデルを実際に印刷可能にする要因は何ですか?
印刷可能なモデルは、ウォータータイト(穴がない)、マニフォールド(内部と外部が明確)、自己交差していない、素材に対して構造的に十分な厚みがある、そして適切な実世界スケールである必要があります。これらの物理的要件は、ビューポートでの見た目よりも重要です。
従来の CAD モデリングから始めるべきか、それとも AI ツールを使うべきですか?
現代の推奨ワークフローは AI 支援型です。Triverse AI などの AI ツールを使用して、テキストや画像からベースモデルを迅速に生成し、その後 Blender や Fusion 360 で洗練させます。これにより、無からのスタートを避け、初期段階の技術的な障壁を大幅に軽減できます。
印刷前に一般的なメッシュエラーをどのように修正すればよいですか?
Autodesk Meshmixer を使用してください:モデルをインポートし、「編集」→「ソリッド化」を選択してデフォルト設定を適用します。これにより、穴、非マニフォールドエッジ、法線の反転といったほとんどの問題が解決されます。追加の修正にはスライサーの修復ツールも利用できます。
3D 印刷用にエクスポートすべきファイル形式は何ですか?
- STL:最も広く互換性があり、一般的に使用されています。
- 3MF:より多くのメタデータを保持できる現代的なフォーマットです。
- OBJ:Blender でのマテリアル設定を扱う場合に便利です。スライサーとニーズに応じて選択してください。
モデルが印刷可能かどうかを確認するのはいつですか?
モデルを洗練させた後、エクスポートする前の「ステップ 4:印刷可能性の検証」で確認してください。非マニフォールドエッジ、法線の反転、メッシュの穴、薄すぎる壁をチェックし、スライス前に問題を修復します。
AI 生成は印刷可能な 3D モデルの作成にどのように役立ちますか?
AI は初期のジオメトリ作成フェーズを劇的に高速化します。手動で一からモデリングする代わりに、数秒で実用的なベースモデルを生成できるため、洗練、プロポーション、機能面の詳細、印刷可能性により集中できます。