3D プリンター用フィラメントの種類:最適な材料の選定方法
3Dプリンターフィラメントの種類を習得しよう。PLAから高性能ナイロンまで、AIで生成した3Dモデルにどの素材が合うかを学び、高品質なプリントを実現しましょう。
2026年3月11日
驚くべき 3D モデルを生成しましたか?今度は、実際に手に取りたくなりますよね。でも、ファブレーションの世界の過酷な現実はこうです:間違った素材を選んでしまうと、そのデジタル傑作は、プリントベッドの上で歪んで糸くずだらけのプラスチック・スパゲッティの山に変身してしまいます。
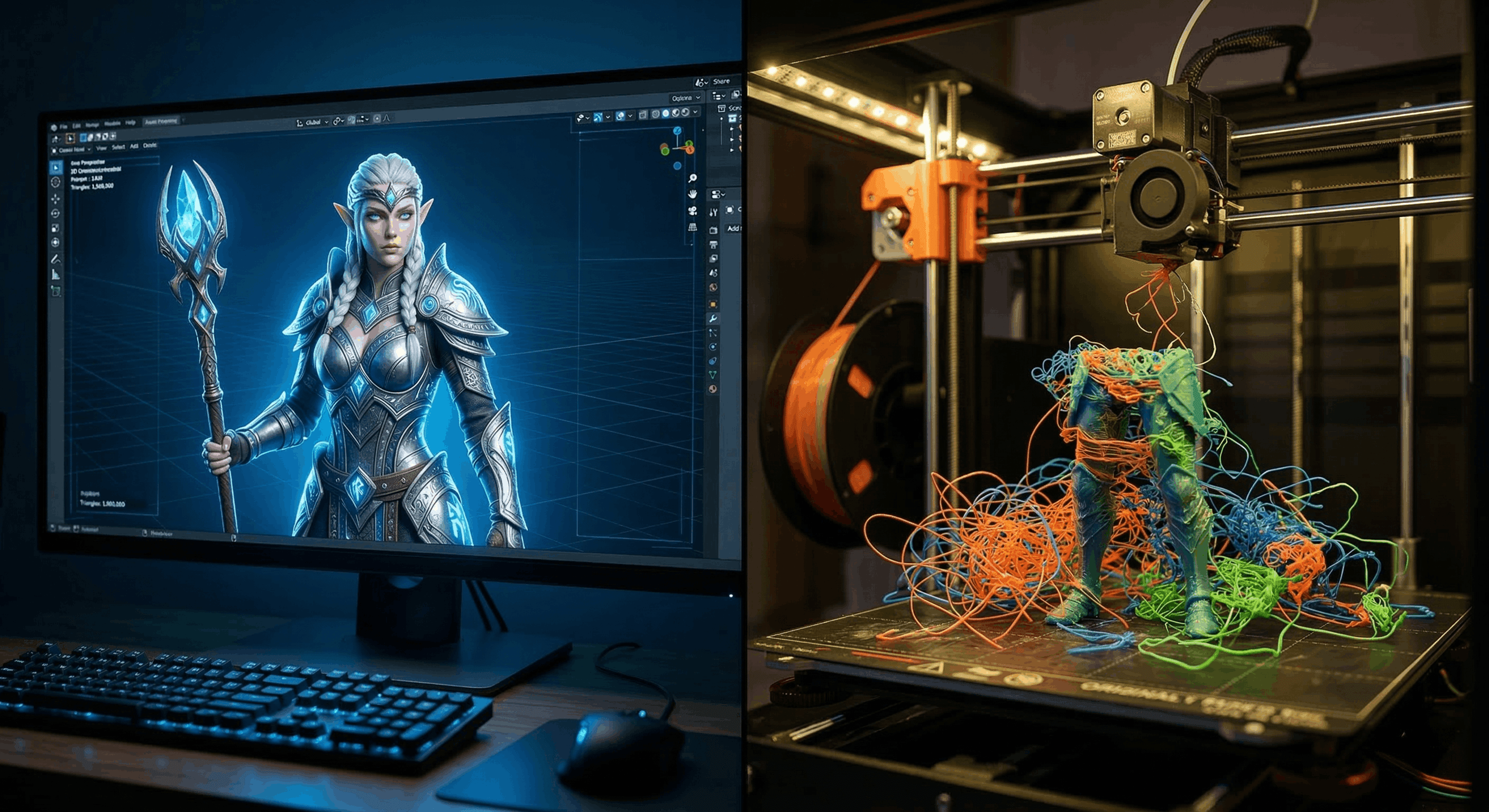
その素晴らしいテキストプロンプトと成功した 3D 印刷物の間のギャップを埋めるすべては、1 つのことに尽きます:その用途に最適な熱可塑性樹脂を選ぶことです。インディーデベロッパーが物理的なグッズをプロトタイプする際であっても、初めて AI アセットをスライサーに読み込む趣味の人であっても、素材の特性を理解しておくことが不可欠です。
さっそく3D プリンター用フィラメントの主要な種類、それぞれの最適な用途、そして実際に高精細な 3D モデルを画面から印刷ベッドへ出力し、かつ汚れを防ぐ方法について詳しく見ていきましょう。
三大フィラメント:日常の主力
3Dモデルを画面から現実世界へ移す場合、プロジェクトの90%はこれらの3つのコアな熱可塑性樹脂のいずれかに依存します。
PLA(ポリ乳酸):初心者に最適な定番素材
PLAは、消費者向け3Dプリンティングにおける絶対的な王者です。トウモロコシのでんぷんなどの再生可能資源から派生した、有機的で生分解性のある熱可塑性プラスチック材料です。
- AI 3D モデルが機能する理由: PLAは非常に扱いやすい素材です。寸法精度に優れ、実質的に収縮がゼロなので、反りが発生しにくい特性があります。もし細部まで精密に生成した細密な鎧を身にまとったファンタジーミニチュア、PLA は糸引きを起こすことなく、それらの鮮明な微細なディテールを完璧に捉えます。
- 後処理のメリット: PLAは剛性が高く、フィラープライマーやアクリル塗料の定着性が良いです。デジタルPBRテクスチャの素晴らしい質感を物理的に再現したい場合、PLAが最適な基材となります。
- 技術仕様:
- ノズル温度ホットエンド:190°C ~ 220°C
- ベッド温: 50°C - 60°C (または未加熱)
- ガラス転移温度: 約60°C(非アニール処理PLAは暑い車内に置かないでください!注意!)
PETG(ポリエチレンテレフタレートグリコール):万能な素材
PETGは、PLAの扱いやすさとABSの構造強度の絶妙なバランスを実現した素材と言えます。添加されたグリコールにより、材料の結晶化や脆化が防止されます。
- AI 3D モデルにとってのメリット: カスタムブラケット、ドローンシャーシ、あるいはわずかな柔軟性が必要で割れずに曲がるコスプレ用アーマーなど、機能部品を製作する場合、PETGが最適です。優れた層間接着強度と、ある程度の耐薬品性を備えています。
- ザ・キャッチ 保湿:PETGはとても吸湿性の. 空気中の水分を急速に吸収します。フィラメントが湿っていると、熱いノズル内部で水が沸騰し、微細な爆発(ポップ、ジッツ、重度のストリンギング)を引き起こします。複雑な形状を印刷する前に、必ずフィラメント乾燥機でPETGを乾燥させてください。
- 技術仕様:
- ホットエンド温度温度:230℃~250℃
- 床温: 70°C - 80°C
- ガラス転移温度: 約マイナス80°C
ABS(アクリロニトリル-ブタジエン-スチレン):エンジニアリングプラスチックの定番
ABSは、レゴブロックの製造に使用されるものと全く同じ高衝撃プラスチックです。頑丈で耐熱性があり、衝撃に強い作りに設計されています。

- AI 3Dモデルに効果的な理由: ABS は、アセトン蒸気による表面平滑化という特定の後処理テクニックで有名です。有機的なキャラクターモデルを生成し、ABSで造形した場合、プリントをアセトンの蒸気にさらすことができます。この化学処理により外層がわずかに溶け、レイヤーラインが完全に消え、光沢のある射出成形のような仕上がりになり、デザイナーズトイに最適です。
- キャッチ(ワーピング): ABSは冷却時に大きく収縮します。完全に密閉された3Dプリンターを持っていない場合、温度差により造形物がビルドプレートから反り返り、層間で割れてしまい、その引張強度また、印刷中に有害な揮発性有機化合物(VOCs)を放出するため、適切な換気が必要不可欠です。
- 技術仕様:
- ホットエンド温度: 240°C~260°C
- ベッドの温度: 90°C〜110°C
- ガラス転移温度:約 -105°C
高度な エンジニアリンググレードの材料
AI で設計されたプロジェクトに、極めて高い耐久性、柔軟性、または耐環境性が求められる場合は、標準的な素材を超えて視野を広げるべき時です。
TPU(熱可塑性ポリウレタン):優れた特性を持つ素材
TPUは柔軟でゴムのような素材です。ショア硬度で測定されます(例:95Aはスケートボードの車輪程度、85Aは柔らかい靴底程度)。

- TPU材料での3Dモデル印刷: フレキシブルモデルを印刷するには、ダイレクトドライブのエクストルーダーが必要です。ボーデンチューブ方式では、TPU を長いチューブ内で押し出すのは湿った麺を押し込むようなものであり、詰まりやすくなります。TPU はドリップしやすいので、複雑な形状全体での不要な移動を最小限に抑えることが、綺麗で柔軟な印刷を実現するために不可欠です。
ASA(アクリロニトリル・スチレン・アクリレート):屋外使用向けの最適素材
ASAはABSの進化版です。同等の高い引張強度と耐熱性を備えながら、卓越した耐紫外線性という圧倒的な利点があります。
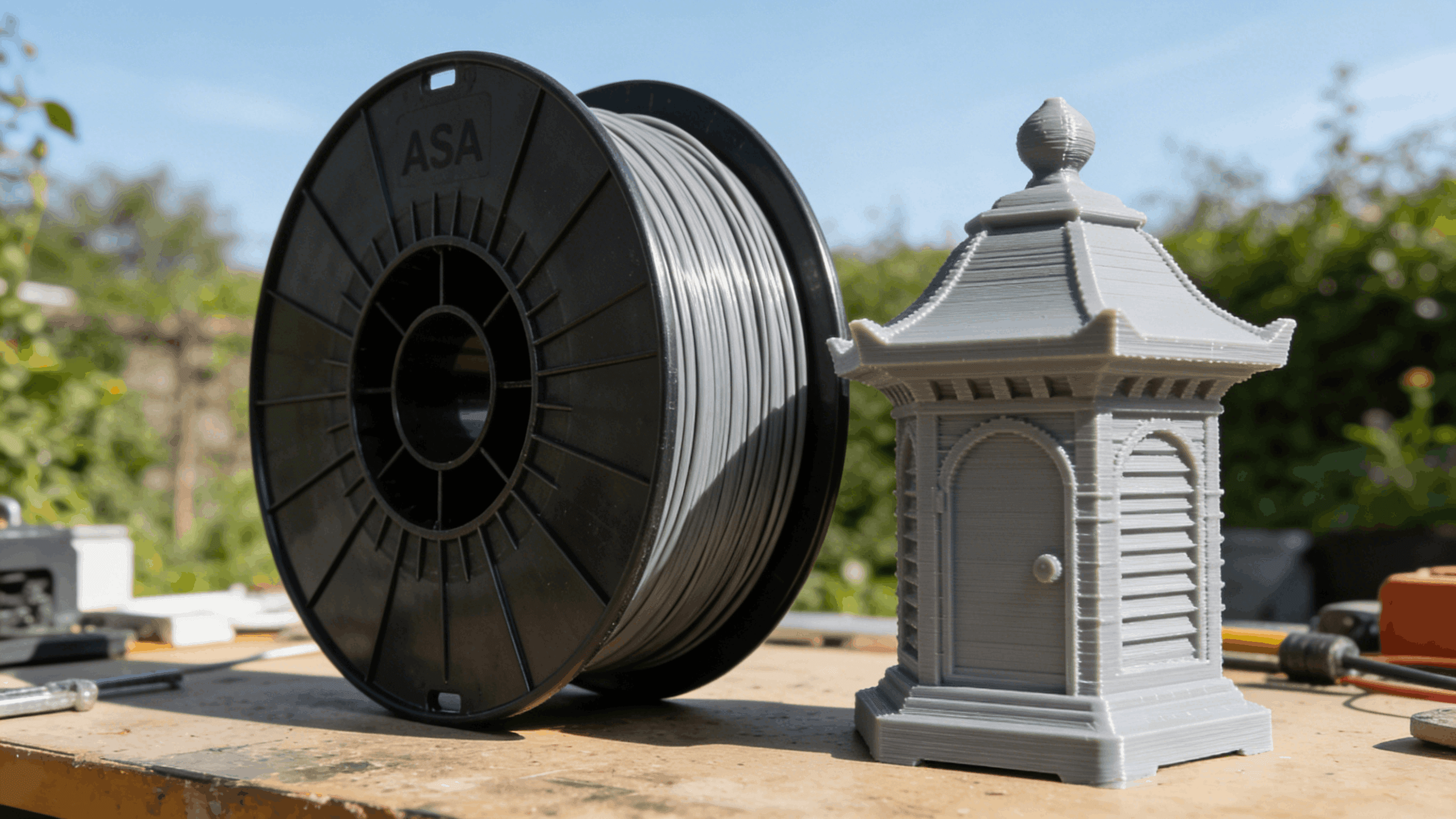
- 使用のタイミング: カスタムガーデンオーナメント、屋外用センサーケース、またはカーパーツを設計する場合、ASAは太陽光で黄変、ひび割れ、劣化しません。反り防止のためプリンター用エンクロージャーは必要ですが、一般的に標準的なABSよりもやや印刷しやすくなります。
ナイロン(ポリアミド)とカーボンファイバーの複合材料
ナイロンは非常に強靭で、高い耐衝撃性を持ち、摩擦係数が極めて低く、ギアやヒンジのプリントに最適です。
現在、多くのメーカーがナイロンやPETGにミルドカーボンファイバー(CF)を配合しています。カーボンファイバーは材料の剛性を大幅に向上させ、反りをほぼ完全に解消します。AIで生成した機械の交換部品をプリントする場合、CF配合素材は驚くほど高品質なマットブラック仕上げを実現し、積層痕を完全に目立たなくします。
※研磨性のある炭素繊維により一般的な真鍮ノズルは数時間で摩耗してしまうため、硬化鋼ノズルを使用する必要があります。
PLA vs. PETG vs. ABS vs. TPU vs. ASA vs. Nylon CF:特徴と違いの比較
Filament | 印刷のしやすさ | 強度と柔軟性 | 最大耐熱性 | 耐UV・屋外用 | 別紙 | 理想的なプロジェクト |
人民解放軍 | 🟢 とても簡単 | ミディアム・硬質 | 約60°C (140°F) | ❌ 不良 | ❌ | ビジュアル試作、ミニチュア |
ポリエチレンテレフタレートグリコール | 🟡 中程度 | ハイ / スライトフレックス | ~80°C (176°F) | ⚠️ 注意:中 | ❌ | コスプレアーマー、ブラケット(留め具) |
ABS(アンチロック・ブレーキ・システム) | 🔴 ハード | 高 / 剛性 | 約105°C (221°F) | ❌ 悪い | ✅ | 蒸気平滑加工のアートトイ |
TPU | 🔴 ハード | 極度の柔軟性 / 非常に高い柔軟性 | 60°C–80°C程度 | ⚠️ 注意:中 | ❌ | スマートフォンケース、カスタムタイヤ |
ASA | 🔴 ハード | 高 / 剛性 | 約 105°C (221°F) | ✅ 素晴らしい | ✅ | 屋外装飾用アイテム、車カスタムパーツ |
ナイロン CF | ⚫ 極めて困難 | 極限 / Ultra Rigid | ~ 120°C+ (248°F+) | ✅ 問題なし | ✅ | 高耐久ギヤ・ドローン部品 |
ブレークスルー:AI から印刷までの隔たりを解消する
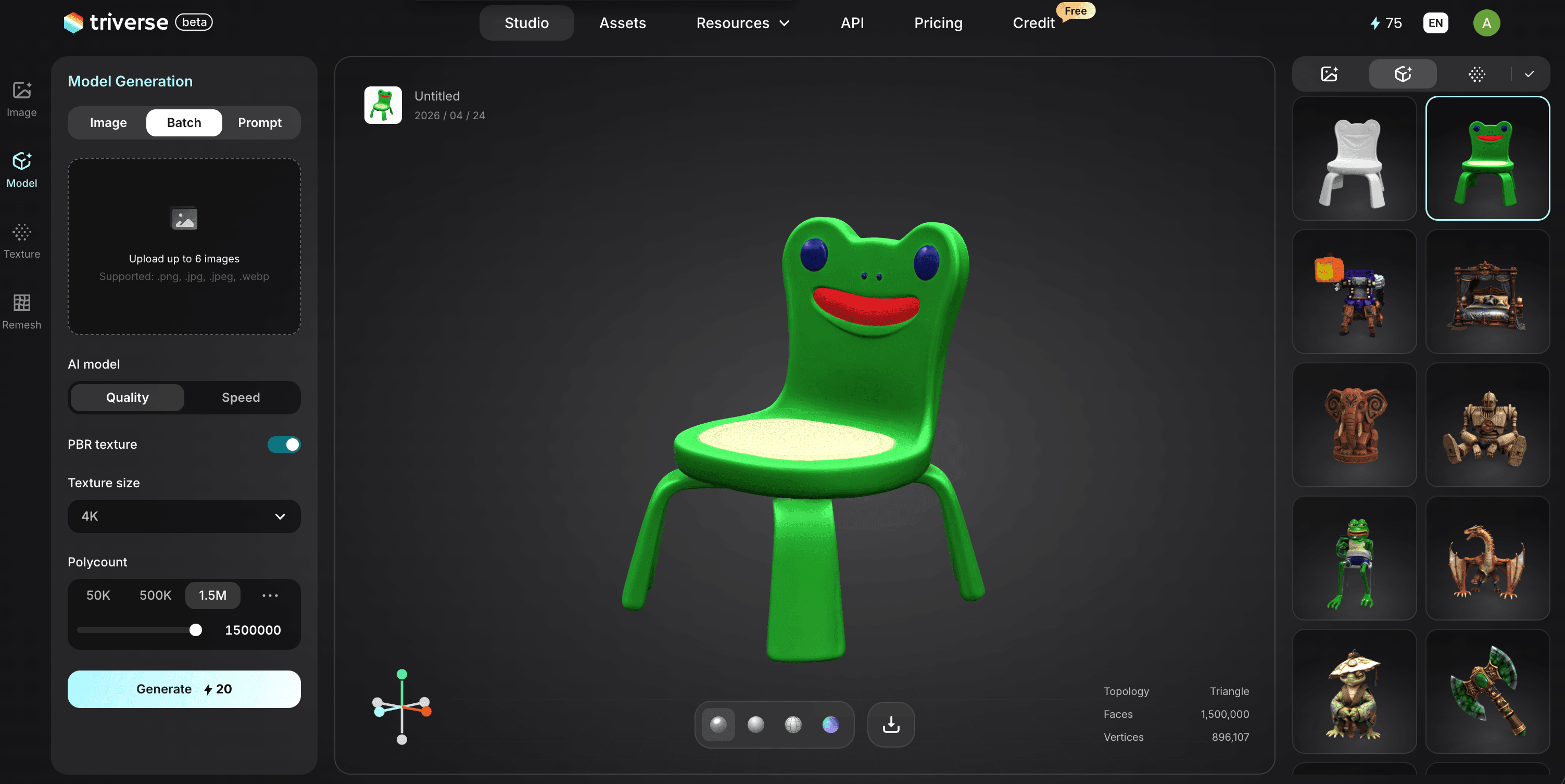
使用する素材がわかったところで、最新のAIアセットを3Dプリントする際の最大の障壁であるファイル変換とメッシュトポロジーに対処する必要があります。ここでTriverse AIが画期的な存在となります。Triverse AIはクリーンでウォーターティト、クアッドベースのトポロジーを生成するように設計されているため、ほとんどの場合、通常の変換作業が必要なくメッシュのスライス処理の準備が完了します。
3Dプリントの準備ができたら、Triverse AIはスライサーが必要とするすべての形式を直接エクスポート機能で出力: .GLB、.OBJ、.STL、.3MF、.FBX、または.USDZ。形式変換の手間は不要です。ダウンロードしてインポート、スライスするだけ。
生成結果は、入力データの複雑さや選択した設定によって異なる場合があります。もし変換時にエラーが発生した場合でも、Windows 3D BuilderやBlenderなどの無料ツールを使えば数秒で解決できます。Triverseのトポロジーはクリーンに構築されているため、変換を行う際もスムーズに変換できる傾向があります。
成功のための設定:スライサー設定とポストプロセス
STLファイルの読み込みとフィラメント選択が完了したら、最後に以下の設定を行ってください:
- ニュートラルな地色で印刷: グレーまたは白の PLA を選択してください。
- サンディング: 200番のサンドペーパーから始めて、600番まで段階的に上げて、レイヤーラインを削り落としていきます。
- フィラープライマー: モデルに自動車用フィラープライマーをスプレーします。この厚塗り可能で研磨できるスプレーは、積層の微細な隙間を埋めます。鏡面仕上げのために、再度研磨してください。
- エアブラシとハンドペイントミニチュアアクリル絵具を使用してデジタルテクスチャを再現します。Triverse AIは解剖学的に正確で幾何学的に正確なモデルを作成するため、ウォッシュ技法やドライブラッシング技法が設計された曲線に自然に馴染み、不自然な印刷跡が残ることがありません。
- 積層接着: ホットエンドの温度がメーカーの仕様に合致しているか確認してください。温度が低すぎると層間の結合が弱くなり、モデルが Z 軸方向に破断しやすくなります。
- ベッドの接着性: フットプリントの小さい 3D モデルでは、ベッドへの密着性を最大化し、ノズルが造形物を倒すのを防ぐために、スライサー設定で「Brim」または「Raft」が必要です。
- 押出率 フローレート: AIモデルは複雑な微細なディテールを特徴としているため、過剰押出するとプリントが塊状になったり、形が崩れたりします。新しいフィラメントスプールを使用するたびにフローレートを調整してください。
3D プリンター用フィラメントに関するよくある質問
1. どの 3D プリンター用フィラメントが最も強いですか?
ポリカーボネート(PC)は、純粋な引張強度と耐熱性において、最も強力な一般消費者向け 3D プリンター用フィラメントとして広く認識されています。ただし、衝撃耐性に限れば、ナイロンや TPU が優れています。日常的に機能する AI プロトタイプを作成するユーザーにとっては、炭素繊維配合ナイロンが最もバランスに優れています。
2. PLA フィラメントは生分解性ですか?
技術的にははいですが、実用的にはいいえです。PLA は理論的には生分解可能ですが、分解には 60°C 以上を持続できる産業用堆肥化施設と特定の微生物が必要です。家庭用コンポストでは分解されません。
3. 3D プリントの反りを防ぐにはどうすればよいですか?
反りは、上層が下層よりも速く冷却されることでプラスチックが収縮し、起こります。これを防ぐには:ベッドを完全に水平にし、イソプロピルアルコールで清掃し、ベッド温度をわずかに上げ、「ブリム」を使用してください。ABS や ASA の場合は、フルエンクロージャーが必須です。
4. AI 生成モデルを柔軟な TPU で印刷できますか?
はい、ただし成功はモデルの形状に完全に依存します。TPU のストリングングは非常に避けにくいです。Triverse AI などのジェネレーターから得られる最適化されたトポロジーを使用することで、不要なノズル移動を最小限に抑え、TPU 印刷を大幅に容易にできます。
5. 屋外用 3D プリントに最適なフィラメントは何ですか?
ASA(アクリロニトリルスチレンアクリレート)が絶対的に最適です。直射日光で溶ける PLA や紫外線で劣化する標準的な ABS と異なり、ASA は紫外線に強く、屋外でも構造強度を維持します。
6. 3D プリンター用フィラメントは期限切れになりますか?
フィラメント自体に消費期限はありませんが、空気中の水分を吸収して劣化します。湿ったフィラメントは脆くなり、ストリングングを引き起こします。湿ったフィラメントは、専用フィラメントドライヤーに数時間入れて水分を除去することで復活させることができます。
結論
さまざまな種類の3D プリンター用フィラメントを理解することは、3D プリンティングを成功させるための基礎です。しかし、世界で最も高価なカーボンファイバー製フィラメントであっても、基盤となる 3D データに問題があれば、プリントの失敗を防ぐことはできません。
アイデアを画面から実世界へ完璧に反映させるには、まず数値的に安定したメッシュが必要です。
アイデアを 3D 印刷する準備はできましたか?Triverse AI を今日試して、スライサーと 3D プリンターがスムーズに処理できる、クリーンですぐに印刷できる高精度な 3D アセットを生成しましょう。