Типы пластика для 3D-печати: как выбрать правильный материал?
3D प्रिंटर फिलामेंट के विभिन्न प्रकार सीखें। PLA से उच्च-प्रदर्शन वाले नायलॉन तक, जानें कि कौन सा फिलामेंट आपके AI द्वारा बनाए गए 3D मॉडलों के मुद्रण के लिए सबसे उपयुक्त है।
11 марта 2026 г.
Только что сгенерировали потрясающую 3D-модель? Теперь вы хотите подержать её в руках. То есть именно так, чтобы держать в руках. Но суровая реальность мира создателей такова: если выбрать неправильный материал, ваш цифровой шедевр превратится в деформированную кучу пластиковых нитей на столе печати.
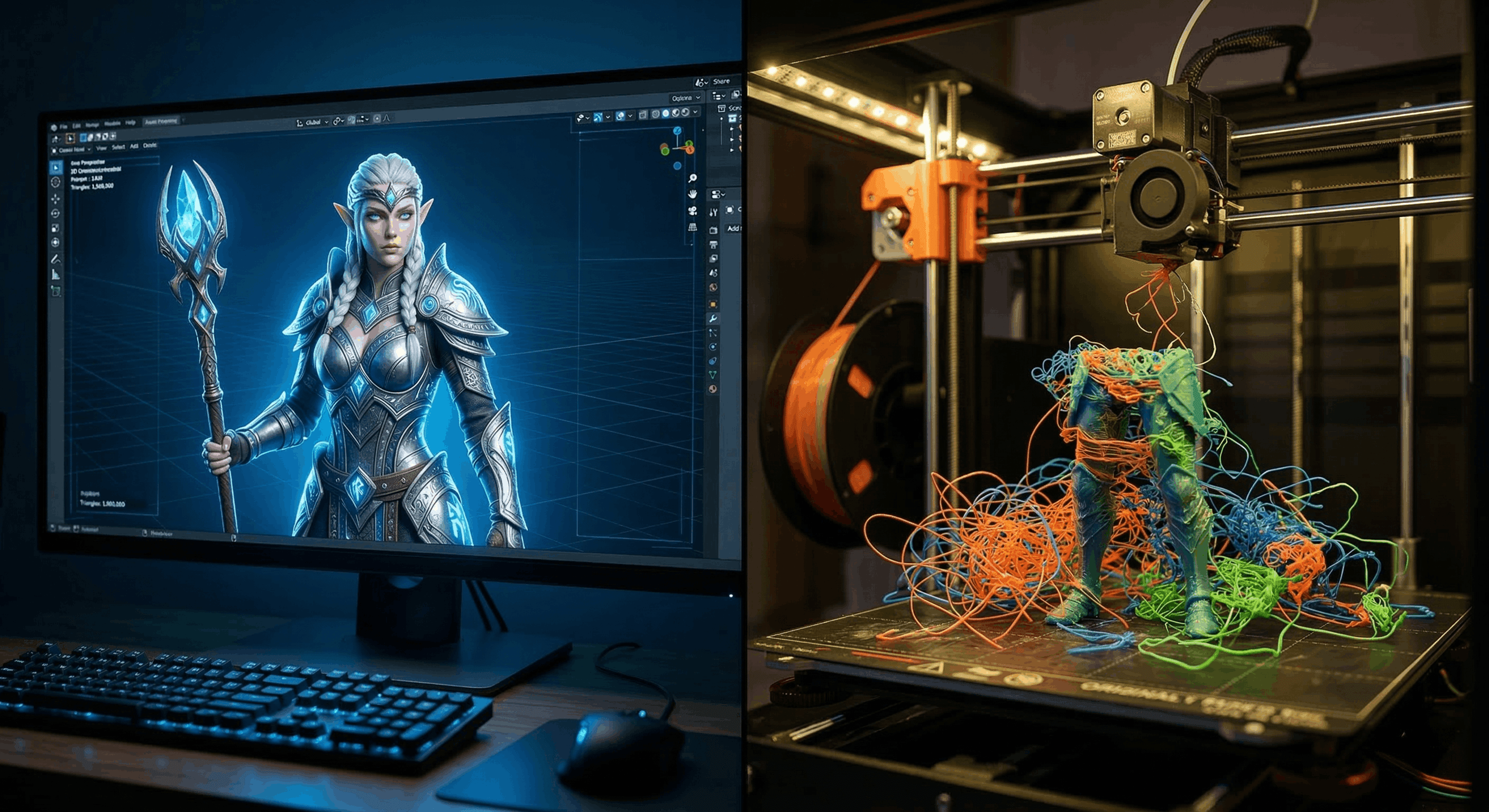
Преодолеть разрыв между блестящим текстовым запросом и успешной реальной печатью помогает всего одна вещь: правильный выбор термопластика для задачи. Будь вы инди-разработчиком, создающим прототип физического мерча, или любителем, впервые переносящим ресурсы ИИ в свой слайсер, вам нужно разбираться в материалах.
Давайте сразу перейдем к основным типам филамента для 3D-принтеров, где их лучше всего использовать и как на практике перенести ваши высокодетализированные 3D-модели с экрана на платформу принтера — чисто и аккуратно.
Три основных филамента, повседневные рабочие лошади
Если вы воплощаете 3D-модели из цифрового дизайна в физические объекты, 90 % ваших проектов потребуют один из этих трёх основных видов термопластичного пластика.
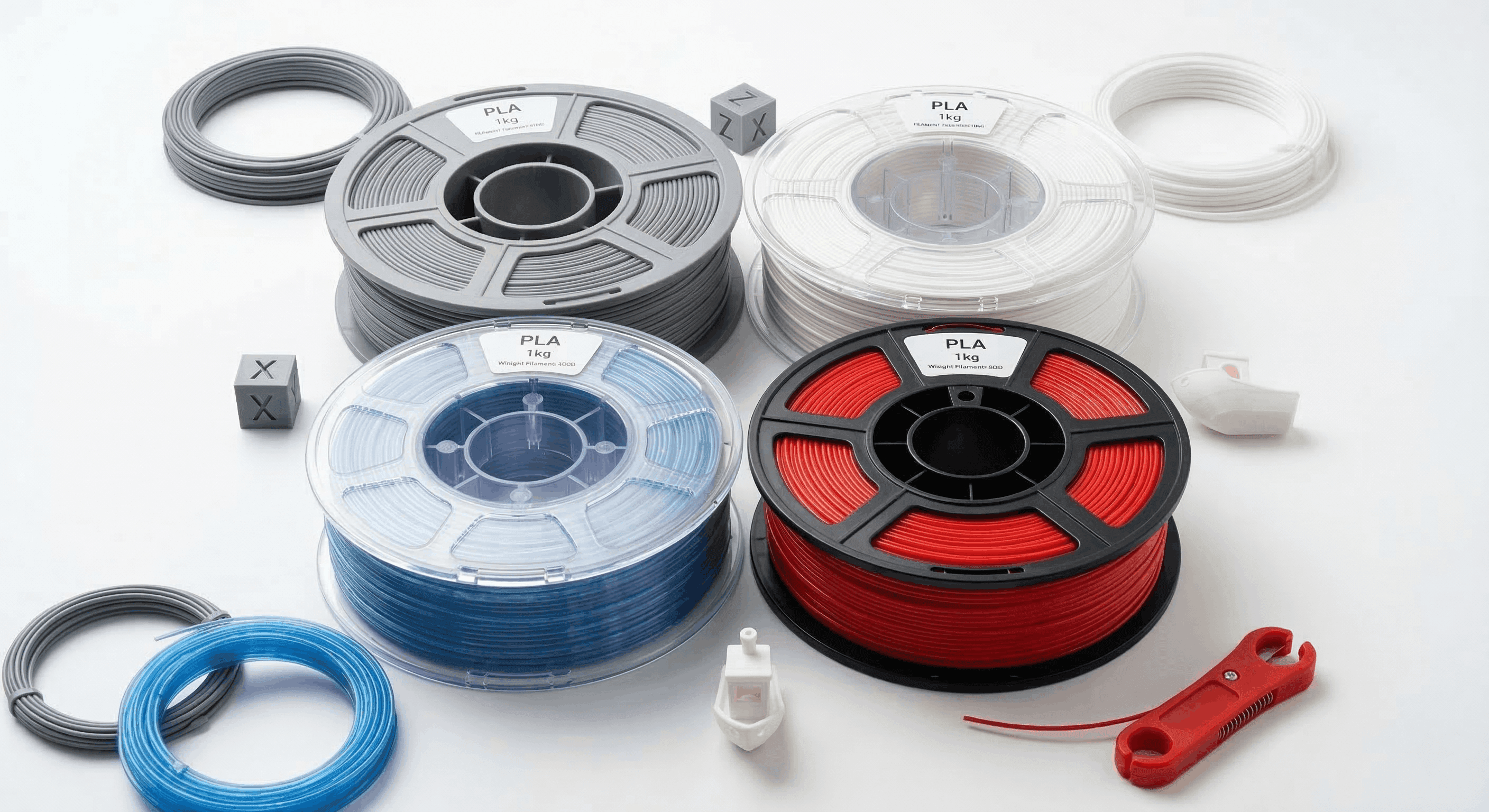
PLA (полимолочная кислота): Золотой стандарт для новичков
PLA — неоспоримый лидер потребительской 3D-печати. Это органический, биоразлагаемый термопластик, производимый из возобновляемых ресурсов, таких как кукурузный крахмал.
- Почему это работает для 3D-моделей, созданных с помощью ИИ: PLA очень лёгок в работе. Он обладает отличной точностью размеров и практически нулевой усадкой, а это значит, что вам редко придётся сталкиваться с короблением. Если вы создали модель с высокой детализацией фантазийная миниатюра с детально проработанными доспехамиPLA идеально передаст эти четкие микродетали без образования нитей.
- Преимущества постобработки: PLA является жестким материалом и хорошо подходит для грунтовок-наполнителей и акриловых красок. Если вы хотите создать физическую реплику потрясающих цифровых PBR-текстур, PLA — ваша идеальная основа.
- Технические характеристики:
- Температура сопла: 190°C – 220°C
- Температура стола : 50 °C - 60 °C (или не нагревать)
- Температура стеклования: ~60°C (Не оставляйте неотожженный PLA в жарких машинах!)
PETG (полиэтилентерефталат-гликоль): универсальный материал для всех задач
Считайте PETG идеальным компромиссом между простотой PLA и структурной прочностью ABS. Добавленный гликоль предотвращает кристаллизацию материала и не даёт ему становиться хрупким.
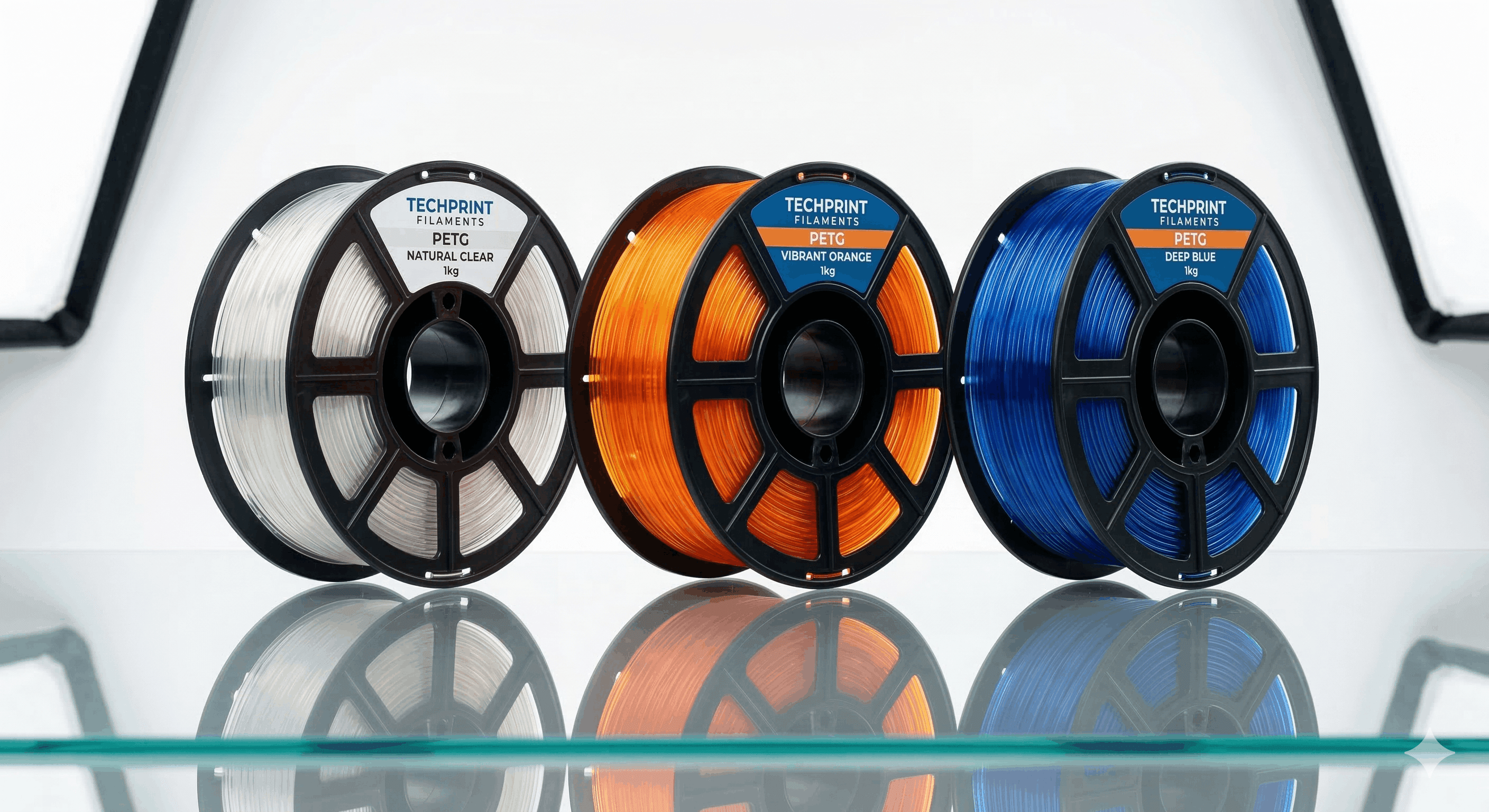
- Почему это эффективно для ИИ 3D-моделей: Если вы создаёте функциональные детали — например, кастомные кронштейны, шасси для дронов или элементы брони для косплея, которые должны немного гнуться, не ломаясь, — PETG станет ответом. Он обладает невероятной межслойной адгезией и удовлетворительной химической стойкостью.
- Секрет успеха — увлажнениеPETG отличается высокойГигроскопический. Он быстро впитывает влагу из воздуха. Если ваш филамент влажный, вода закипает внутри горячего сопла, вызывая микроскопические взрывы (щелчки, кратеры и сильное образование нитей). Всегда сушите PETG в сушилке для филамента перед печатью моделей со сложной геометрией.
- Технические характеристики:
- Температура хот-эндаТемпература: 230 °C – 250 °C
- Температура столаТемпература: 70°C – 80°C
- Температура стеклования: ~80°C
ABS (Акрилонитрил Бутадиен Стирол): Классический инженерный материал
ABS — это тот же самый высокоударопрочный пластик, который используется для изготовления кирпичиков Lego®. Он прочный, стойкий к температурам и рассчитан на интенсивное использование.

- Почему это эффективно для 3D-моделей ИИ: ABS известен одним конкретным приёмом постобработки: ацетоновым сглаживанием. Если создать модель органического персонажа и напечатать её из ABS, можно подвергнуть печать воздействию паров ацетона. Ацетон слегка расплавляет внешний слой, полностью устраняя следы слоёв и придавая глянцевую поверхность в стиле литья под давлением, что идеально подходит для дизайнерских игрушек.
- Улов—Деформация: ABS значительно сжимается при охлаждении. Если у вас нет полностью закрытого 3D-принтера, разница температур приведет к короблению и отклеиванию модели от стола, а также к расслоению, что испортит её Предел прочности при растяжении. Он также выделяет токсичные летучие органические соединения при печати, поэтому обязательна правильная вентиляция.
- Технические характеристики:
- Температура хотэндаТемпература: 240°C—260°C
- Температура платформы: Температура 90°C – 110°C
- Температура стеклования: ~105°C
Высокотехнологичные материалы инженерного уровня
Когда ваш проект, спроектированный искусственным интеллектом, требует исключительной долговечности, гибкости или экологической стойкости, пришло время отойти от базовых стандартов.
Термопластичный полиуретан (ТПУ): универсальный гибкий материал
TPU — это гибкий, эластичный, напоминающий резину материал. Его твердость измеряется по шкале твердости Шора (например, 95A — как колесо скейтборда, 85A — как мягкая подошва обуви).

- Печать 3D-моделей в ТПУ: Печать гибких моделей требует системы экструзии с прямым приводом. Системы с боуден-трубкой часто забиваются, так как подача TPU через длинную трубку похожа на попытку протолкнуть мокрую лапшу. TPU легко подтекает, поэтому минимизация лишних перемещений над сложной геометрией необходима для качественной и гибкой печати.
ASA (акрилонитрил-стирол-акрилат): лидер для наружного применения
ASA — это современный, усовершенствованный брат ABS. Он обладает точно такой же высокой прочностью на растяжение и термостойкостью, но с одним огромным преимуществом: экстремальной устойчивостью к ультрафиолету.
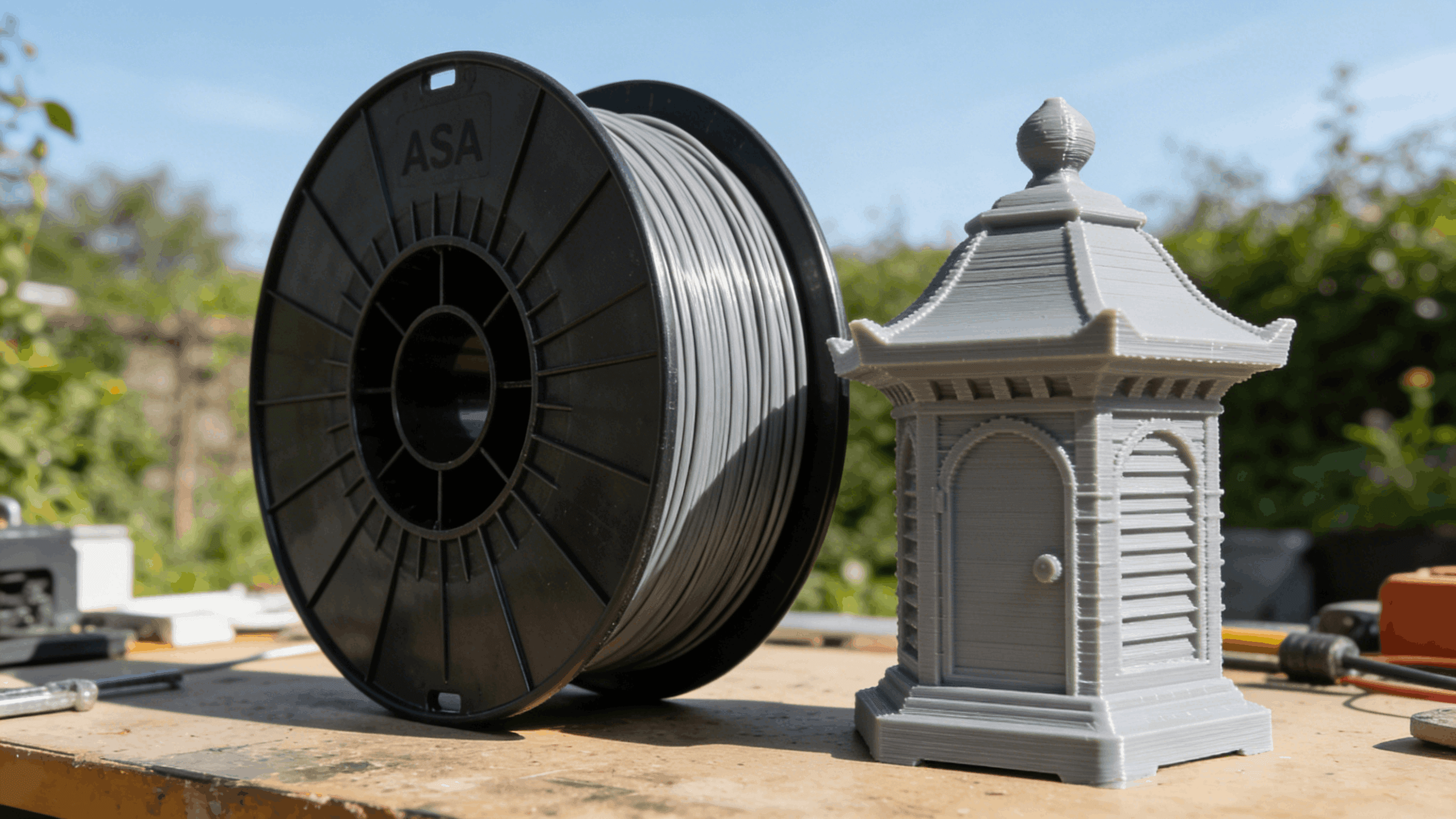
- Когда это применять: Если вы проектируете нестандартные садовые украшения, корпуса для уличных датчиков или автомобильные аксессуары, ASA не пожелтеет, не потрескается и не разрушается на солнце. Он всё ещё требует использования термокамеры/энклоузера, чтобы предотвратить коробление, но в целом печатать его несколько проще, чем стандартный ABS (акрилонитрилбутадиенстирол).
Смеси нейлона (полиамида) с углеродными волокнами
Нейлон невероятно прочен, отличается высокой ударопрочностью и очень низким коэффициентом трения (что делает его идеальным материалом для печати шестерён и петель).
Многие производители теперь используют смеси нейлона или PETG с измельчённым углеродным волокном (CF). Углеродное волокно значительно повышает жёсткость материала и практически устраняет коробление. Если вы печатаете механические запасные детали, созданные с помощью ИИ, композиты с CF обеспечивают превосходную матово-чёрную поверхность, которая полностью скрывает межслойные границы.
Примечание: используйте сопло из закаленной стали, так как абразивное углеродное волокно выведет из строя стандартное латунное сопло всего за несколько часов.
Сравнение: PLA, PETG, ABS, TPU, ASA и Нейлон CF — Ключевые отличия
Нить для 3D-печати | Сложность печати | Сила и гибкость | Максимальная теплостойкость | УФ / Уличный | Корпус | Оптимальный проект |
Народно-освободительная армия Китая | 🟢 Очень простой | Средний / Жёсткий | ~60 °C (140 °F) | ⚠️ Неудовлетворительно | ❌ | Визуальные прототипы, макеты |
ПЭТГ | 🟡 Средний уровень | Высокая / Небольшая гибкость | ~80 °C (~176 °F) | ⚠️ Средняя степень | ❌ | Косплей-броня, крепления |
АБС | 🔴 Трудно | Высокий / Жесткий | ~105°C (~221°F) | ❌ Низкое качество | ✅ | Арт-игрушки с паровым сглаживанием |
TPU (тензорный процессор) | 🔴 Сложный | Экстремальный / Высокая гибкость | ~60 °C – 80 °C | ⚠️ Средний | ❌ | Чехлы для телефонов, кастомные шины |
АСА | 🔴 Сложный | Высокий / Жесткий | ~105°C (221°F) | ✅ Превосходно | ✅ | Реквизит для улицы, автомобильные моды |
Нейлон CF | ⚫ Очень сложно | Экстремально жесткий / Ultra Rigid | 120 °C и выше | ✅ Отлично | ✅ | Высоконагруженные шестерни, комплектующие для дронов |
Прорыв: Соединение разрыва между ИИ и печатью
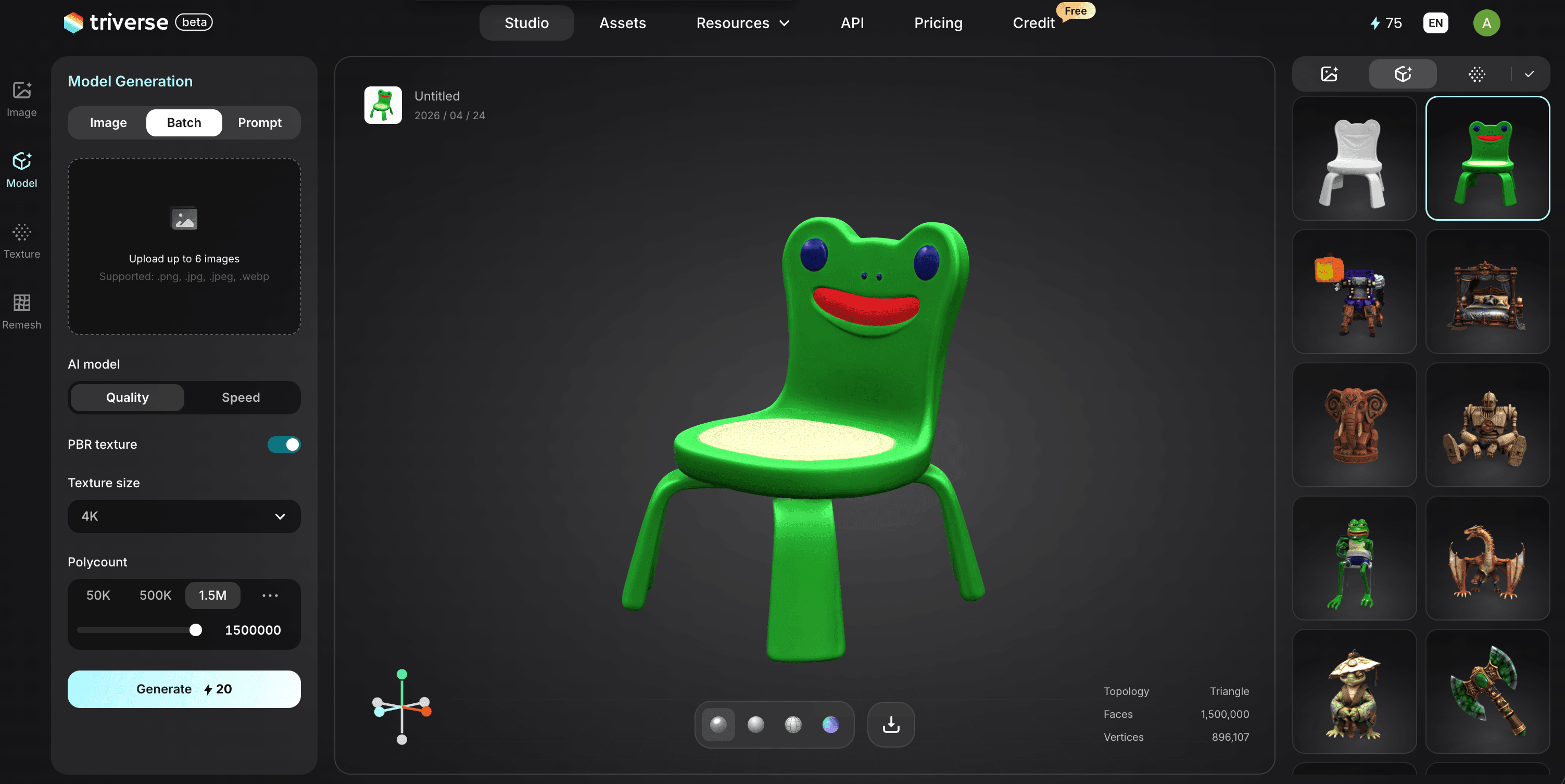
Теперь, когда вы знаете, какой материал использовать, нам нужно решить самую большую проблему 3D-печати современных активов для ИИ: преобразование форматов и топологию сетки. Здесь Triverse AI меняет правила игры. Triverse AI разработан для генерации чистой, замкнутой топологии из четырехугольников — поэтому в большинстве случаев ваша сетка готова к подготовке к печати без обычных проблем с конвертацией.
Когда вы будете готовы к печати, Triverse AI позволяет экспортировать напрямую во все форматы, необходимые вашему слайсеру: .GLB, .OBJ, .STL, .3MF, .FBX или .USDZ. Без посредников при конвертации форматов. Скачайте, импортируйте, слайсируйте.
Результаты могут варьироваться в зависимости от сложности входных данных и выбранных настроек. Если вы столкнётесь со сбоем при конвертации, любой бесплатный инструмент, например Windows 3D Builder или Blender, справится с этим за секунды. Поскольку топология Triverse изначально чистая, процесс конвертации обычно проходит гладко в таких случаях.
Успешная настройка: настройки слайсера и постобработка
Загрузив исправный STL-файл и выбрав филамент, настройте эти заключительные параметры:
- Печать на нейтральной базе : Выберите серый или белый PLA.
- Шлифовка: Начните с наждачной бумаги зернистостью 200 и постепенно переходите к зернистости 600, чтобы убрать линии слоёв.
- Наполняющая грунтовка: Нанесите на модель автомобильный наполняющий грунт в аэрозоле. Этот густой, поддающийся шлифовке спрей заполняет микронеровности между слоями. Зашлифуйте поверхность ещё раз для получения идеально гладкого покрытия.
- Аэрография и ручная роспись: Используйте миниатюрные акриловые краски для воспроизведения цифровых текстур. Поскольку Triverse AI создаёт анатомически правильные и геометрически точные модели, техники нанесения размывок и сухой кисти равномерно распределяются по тщательно проработанным изгибам, не задерживаясь на дефектах печати.
- Соединение слоев: Убедитесь, что температура сопла экструдера соответствует рекомендациям производителя. Печать при слишком низкой температуре приведет к слабому сцеплению слоев, из-за чего модель может легко сломаться вдоль оси Z.
- Адгезия к платформе: Для напечатанных объектов с малой площадью основания в настройках слайсера необходимо использовать "Brim" (ободок) или "Raft" (поддон), чтобы обеспечить максимальное прилипание к столу и предотвратить смещение модели соплом.
- Коэффициент экструзии (Скорость подачи): Поскольку модели ИИ имеют сложные микродетали, чрезмерное выдавливание сделает вашу 3D-печать комковатой. Калибруйте расход материала для каждой новой катушки.
Частые вопросы о филаменте для 3D-принтера
1. Какой филамент для 3D-принтера самый прочный?
Поликарбонат (PC) широко считается самым прочным филаментом для потребителей 3D-принтеров с точки зрения чистой прочности на растяжение и термостойкости. Однако по сопротивлению удару нейлон и TPU превосходят его. Для повседневных пользователей, создающих функциональные ИИ-прототипы, нейлон с добавлением углеродного волокна предлагает наилучший баланс.
2. Биоразлагаем ли филамент PLA?
Технически да, но практически нет. PLA теоретически компостируем, но требует промышленных компостеров с постоянной температурой выше 60°C и специфических микроорганизмов для разложения. Он не разложится в вашем садовом компостере.
3. Как предотвратить деформацию 3D-отпечатков?
Деформация происходит, когда верхние слои остывают быстрее, чем нижние, вызывая усадку пластика. Чтобы это исправить: убедитесь, что платформа идеально выровнена, очистите её изопропиловым спиртом, слегка увеличьте температуру платформы и используйте «край». Для ABS и ASA полная камера принтера обязательна.
4. Можно ли печатать модели, сгенерированные ИИ, из гибкого TPU?
Да, но успех полностью зависит от геометрии модели. Нитеобразование у TPU невероятно трудно избежать. Использование оптимизированной геометрии от генераторов, таких как Triverse AI, минимизирует ненужные перемещения сопла, что значительно упрощает печать TPU.
5. Какой филамент лучше всего подходит для уличной 3D-печати?
ASA (Acrylonitrile Styrene Acrylate) — наилучший выбор. В отличие от PLA (который плавится под прямыми солнечными лучами) или стандартного ABS (который разрушается под УФ-излучением), ASA обладает высокой устойчивостью к УФ-излучению и сохраняет структурную прочность на открытом воздухе.
6. Имеет ли филамент для 3D-принтера срок годности?
Филамент не имеет срока годности, но он портится, поглощая влагу из воздуха. Влажный филамент становится хрупким и вызывает образование нити. Вы можете восстановить влажный филамент, поместив его в специальную сушилку для филамента на несколько часов, чтобы выпарить влагу.
Заключение
Понимание различных типов филамента для 3D-принтеров является основой успешного производства. Однако даже самый дорогой в мире филамент с углеродным волокном не спасет результат печати, если исходная цифровая геометрия повреждена.
Чтобы ваши идеи передавались без искажений с экрана в физический мир, необходимо начинать с математически точной сеточной модели.
Готовы начать печать своих идей? Попробуйте Triverse AI сегодня, чтобы генерировать чистые, готовые к печати высокодетализированные 3D-активы, которые будут идеально совместимы с вашим слайсером и 3D-принтером.