Druckstützen im 3D-Druck: Ein umfassender Leitfaden (2026)
Erfahren Sie, wie Baumstützen im 3D-Druck arbeiten, wann sie statt herkömmlicher Stützen verwendet werden sollten und wie Sie die Einstellungen in Cura, PrusaSlicer und Bambu Studio für sauberere Druckergebnisse mit weniger Materialverbrauch konfigurieren.
26. April 2026
Du hast ein sechsstündiges Miniaturmodell fertiggestellt. Im Slicer sah es perfekt aus. Dann hast du die Stützen entfernt, und die Hälfte des Gesichts ist mit abgerissen.
Baumartige Stützen sind dazu da, diese Lücke zu schließen. Anstatt vertikaler Stützen, die alles unter einem Überhang berühren, wachsen sie wie Äste. Sie erreichen die benötigten Stellen und berühren möglichst wenig. Dieser Leitfaden erklärt, wie sie funktionieren, wann sie herkömmlichen Stützen überlegen sind, wie man sie konfiguriert und wie man häufige Probleme umgeht.
Was sind Baumstruktur-Stützen im 3D-Druck?
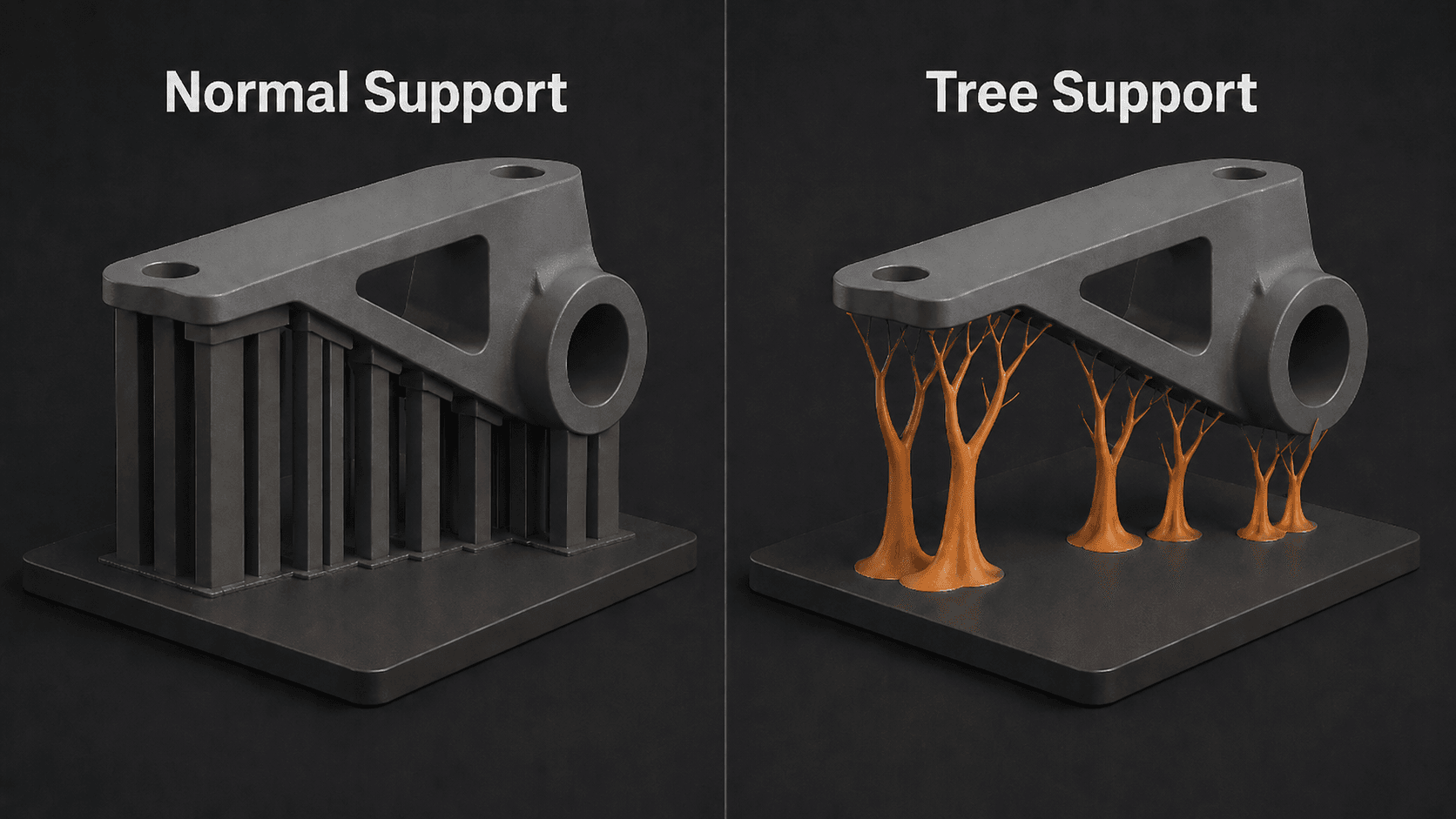
Baumartige Stützen sind eine Stützstruktur, die von Ihrem Slicer generiert wird. Standard-Linien- oder Gitterstützen sind vertikale Säulen, die in einem gleichmäßigen Muster unter Überhängen platziert werden. Baumartige Stützen verfolgen einen anderen Ansatz: Sie wachsen wie Äste vom Druckbett nach oben.
Das Design ist funktional: ein dicker Stamm an der Basis, wo die mechanische Belastung am höchsten ist, der sich schrittweise verjüngt, je weiter sich die Stützstruktur zum Modell erstreckt. Die Spitzen der Äste berühren das Modell an einzelnen Punkten und nicht über gesamte Flächen. Wenn Sie noch nicht mit 3D-Druck-Workflows vertraut sind, lesen Sie unseren Leitfaden zur besten CAD-Software für den 3D-Druck, um sicherzustellen, dass Ihre Modelle druckfertig sind, bevor es überhaupt an die Stützstrukturen geht.
Das ist wichtig, weil:
- Weniger Kontaktfläche = weniger Abdrücke am Modell. Der Standard stützt alle Bereiche unter einem Überhang. Der Baum stützt nur das, was gestützt werden muss.
- Richtungsbezogene Reichweite.Da jeder Ast unabhängig wächst, kann eine Stützstruktur Geometrien umgehen, die eine senkrechte Säule blockieren würden.
- Weniger Material, schnellere Drucke. Dünnere Äste fördern weniger Filaments. Dokumentation zu Cura verzeichnet in einigen Fällen eine Materialreduktion von bis zu 50 %.
Der Kompromiss: Baumartige Stützen sind strukturell schwächer als dichte Gitter aus Linienstützen. Bei großen, flachen Überhängen, bei denen die Lastverteilung wichtig ist, sind sie nicht immer die richtige Wahl.
Wie sich Baumstützen von herkömmlichen Stützen unterscheiden
Der Kernunterschied liegt in der Geometrie und der Kontaktstrategie.
Normale Support-Strukturen (Linie, Gitter oder hexagonal) erzeugen vertikale Säulen in einem sich wiederholenden Muster. Sie sind robust, schnell zu berechnen und vorhersehbar. Das Problem: Sie stützen alles unter einem Überhang, unabhängig davon, ob es nötig ist. Zudem erzeugen sie breite Kontaktflächen, die sichtbare Abdrücke hinterlassen.
Baumartige Stützen verfolgen einen anderen Ansatz. Jede Stütze wächst als eine einzige Struktur von der Bauplatte zu einem bestimmten Kontaktpunkt auf dem Modell. Der Algorithmus ermittelt den optimalen Pfad unter Einbeziehung der Modellgeometrie, und das Ergebnis ist eine Struktur, die auf diesen spezifischen Druckvorgang zugeschnitten ist, anstelle eines generischen, gleichmäßig aufgebrachten Gitters.
Der praktische Unterschied für die meisten Nutzer:
- Standard-Stützen: mehr Stützpunkte, mehr Material, schwieriger aus engen Räumen zu entfernen, besser für große, ebene Überhänge
- Stützstrukturen: weniger Stützmarken, weniger Material, besser geeignet für komplexe Geometrien, leichtere Entfernbarkeit
Es geht nicht darum, welche Option universell besser ist. Es geht darum, die Art der Stützstruktur an die Druckgeometrie anzupassen.
Vergleichstabelle: Baumstruktur-Stützen vs. traditionelle Stützen
Faktor | Traditionelle Hilfsmittel | Baumstützen (Stützstrukturen) |
Kontaktbereich | Großes, einheitliches Raster | Kleine, einzelne Kontaktstellen |
Materialaufwand | Höher | 30 – 50 % weniger |
Druckgeschwindigkeit | Standard | Schnellerer Druck (geringere Extrusionsmenge) |
Oberflächenbeschaffenheit | Zu viele Markierungen, Aufräumen nötig | Sauberer, minimale Spuren |
Geometrienavigation | Nur Geraden, die durch Hindernisse blockiert sind | Zweige an der Geometrie ausrichten |
Strukturelle Festigkeit | Hervorragend geeignet für große, flache Überstände | Weniger geeignet für große ebene Flächen |
Schwierigkeitsgrad der Entfernung | Mittel bis schwer | Leichter, insbesondere dünne Äste |
Berechnete Geschwindigkeit | Schnell | Etwas langsamer |
Idealer Anwendungsfall | Flache Überhänge, Funktionsteile | Steile Überhänge, Kleinteile, komplexe Bauteile |
Vorteile der Verwendung von Baumstrukturen
Wenn Sie noch unschlüssig sind, finden Sie hier eine klare Darstellung dessen, was Baumstützen Ihnen tatsächlich bieten.
1. Bessere Oberflächenqualität
Der kleinere Kontaktpunkt bedeutet weniger Fläche, an der die Stütze mit dem Modell verschweißt. Auf sichtbaren Oberflächen wie Figurengesichtern, erhabenen Details und texturierten Bereichen ist dies der Unterschied zwischen einem sauberen Druck und einem der Stunden Schleifens und Füllens benötigt.
2. Weniger Nachbearbeitung
Weniger Abdrücke = weniger Zeit mit einem Cutter-Messer, Schleifpapier oder Spachtelmasse. Für Seriendrucke, bei denen Sie Nacharbeiten minimieren möchten, reduzieren Tree-Stützen den Engpass bei der Nachbearbeitung erheblich.
3. Geringere Material- und Zeitkosten
30–50 % weniger Filament für die gleiche Stützstruktur bedeutet Einsparungen bei einer großen Druckauflage. Dünnere Stützarme werden zudem schneller extrudiert, sodass sich die Druckzeiten verbessern, selbst unter Berücksichtigung der etwas komplexeren Bahnberechnung. Die Wahl des richtigen 3D-Druckfilaments beeinflusst auch die Haftung und das Lösen der Stützen.
4. Zugang zu schwer zugänglichen Geometrien
Baumstützstrukturen können sich um Modellmerkmale herum entwickeln. Standardstützen sind dazu nicht in der Lage. Wenn Ihr Druck innere Hohlräume, Unterüberhänge oder abstandskritische Merkmale aufweist, sind Baumstützstrukturen oft die einzige praktikable Option. Für Modelle, die als Bilder beginnen, erklärt unser Leitfaden zur Konvertierung von Bildern in STL, wie Sie druckfertige Dateien erstellen, bevor Sie sich um Stützen kümmern müssen. Oder überspringen Sie den Modellierungsschritt ganz: ,, kann druckfertige 3D-Modelle aus Text oder Bildern generieren, exportiert als STL oder OBJ mit sauberer Mesh-Topologie, die ohne unerwartete Probleme schichtweise verarbeitet werden können.
5. Einfachere Deinstallation
Mit Drehkraft löst sich ein kleiner Auflagepunkt sauberer als ein breiter Stützklotz. Die Schlüsseltechnik: drehen, nicht ziehen. Sobald man das beherrscht, ist das Entfernen von Baumstützelementen merklich schneller.
Wann Stützstrukturen zum Einsatz kommen
Nicht jeder 3D-Druck benötigt Baumstützstrukturen. Hier folgt ein praktischer Leitfaden:
Verwenden Sie Baumabstützungen, wenn:
- Miniaturen oder Figuren drucken mit Umhängen, erhobenen Armen, Flügeln, Haaren und Gesichtszügen. Die kleine Auflagefläche schützt Ihre filigrane Arbeit.
- Überhänge sind steil (mehr als 55° zur Vertikalen). Konventionelle Stützen sind für mäßige Neigungswinkel ausgelegt. Steile Überstände erfordern die ausgerichtete Reichweite von Ästen.
- Die Oberflächengüte zählt. Jede Ausgabe, die betrachtet werden soll, profitiert von sauberererem Kontakt.
- Das Modell weist eine komplexe Geometrie oder innere Hohlräume auf.Baumdiagramme ermöglichen die Navigation dort, wo tabellarische Ansichten nicht ausreichen.
- Sie möchten die Bearbeitungszeit verkürzen. Wenn Sie in großen Mengen drucken, summiert sich die Zeitersparnis pro Druck schnell.
Verwenden Sie weiterhin traditionelle Hilfsmittel, wenn:
- Der Überhang ist groß und eben.Baumstützen bilden auf einer flachen Oberfläche mehr Kontaktpunkte als ein Stützgitter. Verwenden Sie Linien- oder Gitterstützen für große flache Oberflächen.
- Die Traglast ist wichtig.Für funktionale Bauteile unter hoher Belastung weisen dichte Linienraster eine höhere mechanische Festigkeit auf.
- Ihr Slicer stürzt immer wieder ab. Cura hat bekannte Fehler bei Baumstützen und dem Slicing mehrerer Modelle. Verwenden Sie Linienstützen oder versuchen Sie PrusaSlicer.
Optimierung der Baumstützeinstellungen
Baumstützstrukturen zu aktivieren ist einfach. Sie feinabzustimmen erfordert das Verständnis einiger Schlüsseleinstellungen. Hier sind die wirklich relevanten Faktoren.
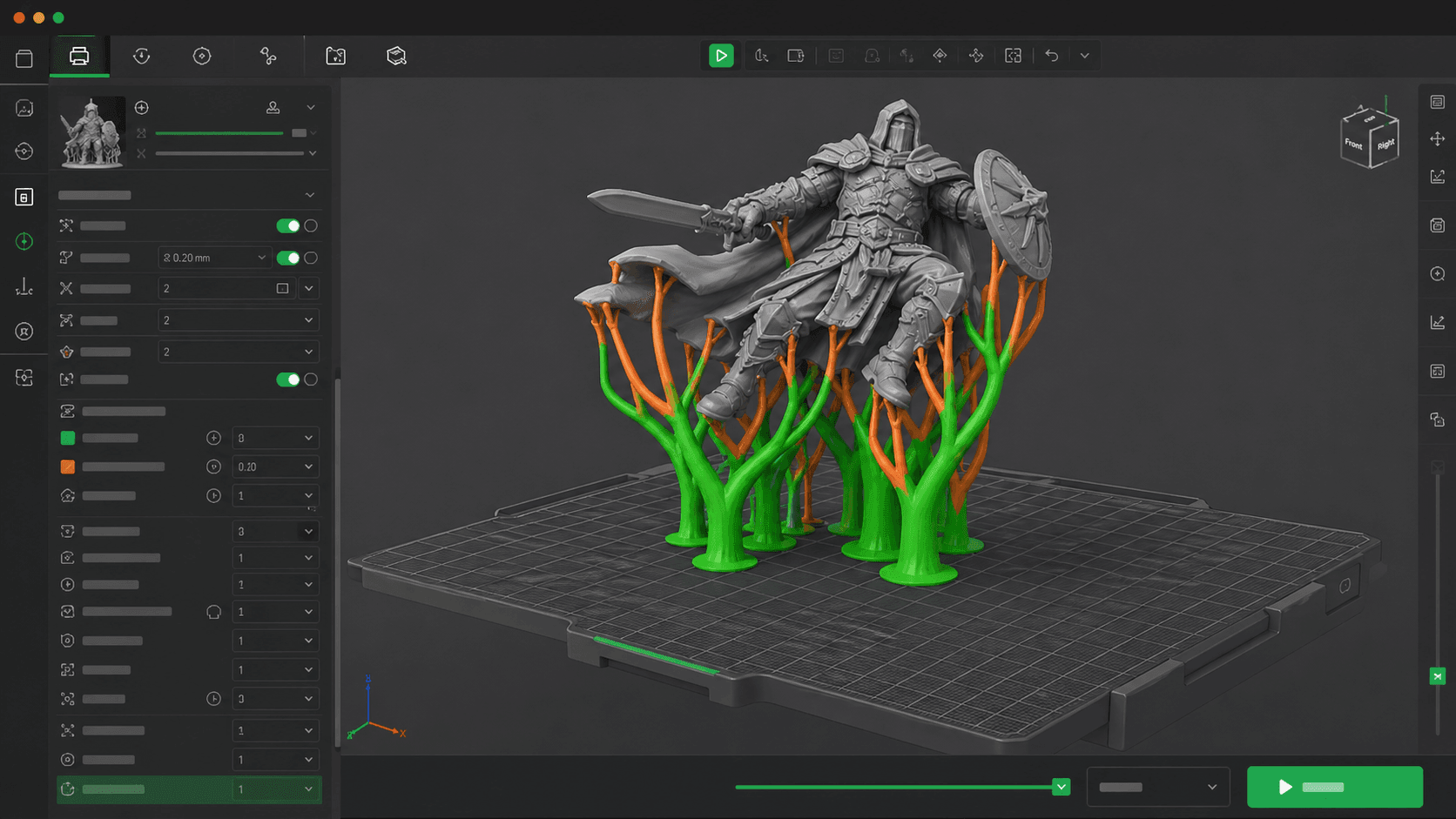
Cura-Einstellungen
Baumstützen aktivieren: Einstellungen → Sichtbarkeit konfigurieren → „Alle“ aktivieren → Stützen → Stützentyp → Baumstütze auswählen → Stützenerzeugung
Abzweigwinkel des Stützastes (wichtigster Parameter)
Steuert, wie stark die Äste sich neigen. Höhere Werte = aufrechter = stabiler, aber schwerer bei steilen Geometrien zu erreichen. Niedrigere Werte = stärker abgewinkelt = größere Reichweite, aber dünnere Äste.
- Voreinstellung: 50°
- Detaillierte Miniaturen: 40–50° Blickwinkel
- Funktionsteile: 50–60°
Stützzweig-Durchmesser
Die Stammbreite an der Basis. Zu dünn = Einsturzgefahr. Zu dick = Materialverschwendung, erschwerte Entfernung.
- Vorgabe: 2mm
- Kleinmodelle / Kosmetik: 1–1,5 mm
- Funktionsteile: 2–3 mm
Winkel des Stützastes zum Stammdurchmesser
Steuert die Verjüngungsgeschwindigkeit. Ein höherer Wert bedeutet schnellere Verjüngung, dünnere Spitzen, sauberere Drucke,der aber schwächere Äste. Der Standardwert funktioniert für die meisten Drucke. Passen Sie den Wert nur an, wenn Sie ein spezifisches Problem beheben.
Dachstütze und Bodenstütze
Diese fügen eine horizontale Platte zwischen der Stütze und dem Modell ein. Sie vergrößern die Kontaktfläche, was eine bessere Haftung, aber auch mehr Reinigung bedeutet.
- Auf 0mm setzen für Miniaturen und Kosmetikdrucke: sich vollständig auf die Zweigspitzen verlassen
- Auf 0,2–0,4 mm stellen für funktionale Teile mit großen flachen Überhängen, bei denen die Schichthaftung kritisch ist
Tipp: Wenn Ihre Stützstrukturen zwar generiert werden, das Modell aber nicht erreichen (in der Vorschau schwebend dargestellt werden), erhöhen Sie den Verzweigungswinkel auf 50–60°. Falls das nicht funktioniert, versuchen Sie stattdessen, Ihr Modell zu drehen.
PrusaSlicer Einstellungen
PrusaSlicer unterstützt Organische Stützen (Druckeinstellungen → Stützen → Typ: Organisch).
Schlüsselparameter:
- Winkel des organischen Stützarms: 45–55° Voreinstellung. Je nach Steilheit des Überhangs anpassen.
- Organischer Stützast-Durchmesser (unten): Stammdurchmesser, entspricht dem Astdurchmesser in Cura.
- Durchmesser des organischen Tragastes (am oberen Ende): Spitzenbreite, bestimmt die Größe der Kontaktfläche.
Die organischen Stützstrukturen von PrusaSlicer erzeugen in der Regel etwas sauberere Verzweigungsstrukturen für komplexe Geometrien. Bereitet Cura bei einem bestimmten Modell Probleme, lohnt es sich, PrusaSlicer auszuprobieren. Weitere Informationen zu den einzelnen Parametern finden Sie in der Dokumentation der organischen Stützstrukturen von PrusaSlicer.
Bambu Studio Einstellungen
Stützen → Stützen aktivieren → Stützenstil: Baum (Automatisch)
Bambus Implementierung ist automatisierter. Der „Auto“-Modus übernimmt den Großteil der Optimierung für Sie. Die Einstellungen befinden sich unter Stützen → Baumsupport-spezifische Einstellungen:
- Verzweigungswinkel:wie weit sich die Zweige neigen
- Spitzen-Durchmesser:bestimmt die Größe der Kontaktpunkte
- Wandstärke: verleiht der Baumstruktur durch eine Ummantelung Stabilität
Die Baumstützen von Bambu sind besonders darauf ausgelegt, die Kontaktpunkte zu minimieren, was hervorragend für die Oberflächenqualität ist. Nutzen Sie den Leitfaden für die Stützeinstellungen von Bambu Studio für modellspezifische Empfehlungen.
So entfernen Sie Stützstrukturen von einem 3D-Druck
Baumstruktur-Stützen sind leichter zu entfernen als herkömmliche Stützen, aber die Technik spielt eine entscheidende Rolle.
Lassen Sie den Druck zuerst abkühlen. Kaltes PLA löst sich sauber. Warmes PLA ist klebrig und dehnbar. Manche legen Drucke vor dem Entfernen für 10 Minuten ins Gefrierfach. Das funktioniert tatsächlich.
Drehen, nicht ziehen. Fassen Sie den Ast nahe der Ansatzstelle und üben Sie eine Drehkraft aus. Die kleine Triebspitze löst sich durch eine Drehbewegung sauberer als durch einfaches Ziehen.
Verwenden Sie das richtige Tool:
- Dünne Zweige – Gartenschere oder Rosenschere
- Dickere Drähte: eine Spitzzange
- Verbleibende Gratspitzen: scharfes Hobbymesser oder feines Sandpapier
Bei verklebten Kontaktstellen: Erwärmen Sie den Bereich kurz mit einer Heißluftpistole, gerade genug, um das Trägermaterial zu erweichen, ohne das Modell zu beschädigen. Dann erneut drehen.
Der größte Fehler: Eile. Das Trägermaterial gewaltsam von der Chip-Oberfläche abziehen. Wenn es sich nicht ablöst, braucht es mehr Zeit, höhere Temperatur oder einen anderen Winkel.
Fehlerbehebung bei häufigen Problemen mit Tree Supports
Verzweigungen, die das Modell nicht erreichen
Fast immer ein Astwinkel–Problem. Wenn der Winkel zu niedrig (zu flach) eingestellt ist, können die Äste steile Geometrien nicht erreichen, bevor der Bauraum endet. Erhöhen Sie ihn auf 50–60° und führen Sie einen neuen Slicing-Vorgang durch. Wenn das nicht funktioniert, drehen Sie Ihr Modell.
Unterstützungsstrukturen können während des Druckvorgangs kollabieren
Der Stammdurchmesser ist zu dünn für die Belastung. Erhöhen Sie den Durchmesser des Stützasts um 0,5–1 mm. Überprüfen Sie auch: Wird die erste Schicht korrekt gedruckt? Eine schlechte Haftung der ersten Schicht wirkt sich auf das gesamte Druckobjekt aus und begünstigt das Versagen der Stütze.
Cura stürzt bei Verwendung von Tree Supports ab
Dies ist ein bekannter Fehler in Cura. Die Verwendung von Baumstützen bei mehreren Modellen auf der Baufläche kann zu Abstürzen oder fehlerhafter Stützgenerierung führen. Lösungen:
- Slice erstellt Modelle nacheinander
- Wechseln zu -PrusaSlicer oder Bambu Studio für diesen Abzug
- Verwenden Sie konventionelle Stützstrukturen für Multimodelldrucke
Unterstützung für das Fügen an die Modellfläche
Hat normalerweise eine von zwei Ursachen:
- Kontaktstelle ist zu groß.Reduzieren Sie den Spitzendurchmesser in Ihren Slicer-Einstellungen.
- Zu heiß gedruckt. Düsentemperatur um 5–10 °C senken. PLA verschmilzt bei 200 °C stärker als bei 190 °C.
- Unzureichende Kühlung. Erhöhen Sie die Lüftergeschwindigkeit für die Stützstrukturen.
Rauheit auf den Auflageflächen
Selbst baumartige Stützen können Spuren hinterlassen. Falls weiterhin Unebenheiten sichtbar sind –
- Stellen Sie sicher, dassDach-/Bodenunterstützung ist auf 0 mm eingestellt (Platte berührt das Modell nicht)
- Versuchen Sie etwas zu reduzieren Wandstärke der Stützschnittstelle falls es in Ihrem Slicer verfügbar ist
- Richten Sie das Modell so aus, dass die Oberfläche mit der höchsten Detailstufe zur Kamera zeigtweg von der Bauplatte. Oben liegende Oberflächen zeigen die meisten Abdrücke der Stützstrukturen.
Verbesserung der Stabilität und strukturelle Integrität
Balkenstützen weisen eine geringere Tragfähigkeit als herkömmliche Stützen für schwere Lasten auf. Hier erfahren Sie, wie Sie sie in Bereichen mit hohen Lastanforderungen optimal nutzen können.
Erhöhen Sie den Stammdurchmesser. Die Basis trägt die größte Last. Eine Erhöhung des Stammdurchmessers von 2 mm auf 3 mm erhöht die Tragfähigkeit deutlich bei nur geringfügig höheren Materialkosten.
Eine Stützfläche für große flache Bereiche hinzufügen. Eine dünne horizontale Platte (0,2–0,4 mm) verteilt die Last gleichmäßiger über flache Überhangbereiche, wo die Astspitzen allein unter Druck sich verformen könnten.
Kippen Sie die Bauplatte leicht. Die meisten Slicer ermöglichen es, das Modell zu kippen. Ein leichter Winkel (5–15°) verschiebt die Flächen, die Stützen benötigen, und reduziert häufig das insgesamt erforderliche Stützvolumen.
Verwenden Sie ein stärkeres Material für Stützen. Wenn Ihr Drucker über zwei Extruder verfügt, ermöglicht das Drucken von Stützen in einem anderen Material (z. B. PETG-Stützen für PLA-Teile oder lösliches PVA für PLA-Objekte) eine chemische oder thermische Lösung ohne mechanische Kraft, die die Oberfläche beschädigen könnte.
Stützstrukturentfernung vereinfachen
Neben der grundlegenden Drehtechnik machen diese Ansätze die Entfernung schneller und sicherer:
Optimieren Sie zuerst die Kontaktpunktgröße. Diese Einstellung hat den größten Einfluss auf die Entfernbarkeit. Kleinerer Kontaktpunkt = sauberere Trennstelle. Die meisten Slicer-Programme ermöglichen es, dies direkt einzustellen.
Stützdichte reduzieren. Mehr Stützen = mehr Kontaktpunkte = mehr Oberflächenschäden. Bei Baumstützen ist eine Dichte von 10–15 % für die meisten Drucke ausreichend. Erhöhen Sie diese nur bei steilen Überhängen auf 15–20 %. Alles darüber hinaus ist in der Regel kontraproduktiv.
Orientieren Sie strategisch. Die Oberflächen, die der Build-Platte am nächsten sind (nach unten zeigend), benötigen immer die meiste Unterstützung und weisen immer die sichtbarsten Markierungen auf. Richten Sie das Modell so aus, dass Ihre wichtigsten Oberflächen nach oben oder zur Seite zeigen, wo Baumstützen sie in flachen Winkeln mit minimalem Kontakt erreichen können.
Für Harzdrucke: Baumartige Stützen im Harz dienen vor allem der Optimierung des Abzugswinkels und der Verringerung von Saugkräften, nicht der strukturellen Unterstützung. Die Einstellungen in ChiTuBox, Lychee Slicer und dem Harzmodus von PrusaSlicer sollten Entlüftungslöcher und Aushöhlen priorisieren, um interne Stützen nach Möglichkeit vollständig zu vermeiden. Für FDM-Nutzer, die ihren ersten Drucker wählen, finden Sie in unserem Ratgeber: Die besten 3D-Drucker für Kinder eingeschlossene, sichere Optionen, die sich auch gut für Drucke mit vielen Stützen eignen.
Materialabfallreduzierung und Vermeidung unerwünschten Verbindens
Weniger Material verwenden
Die Baumstützen sind bereits konstruktionsbedingt effizient, aber Sie können weiter optimieren:
- Starten Sie mit der Modellausrichtung. Eine Neigung von 45° reduziert oft das gesamte Stützvolumen mehr als jede andere Einstellungsänderung. Wenn Ihr Modell im 3MF-Format vorliegt, sehen Sie sich unsere Dokumentation Leitfaden zur Umwandlung von 3MF in STL um es zunächst in ein slicerkompatibles Format zu konvertieren.
- Verwenden Sie den kleinsten praktisch möglichen Ast-Durchmesser. Für Miniaturen: 1–1,2 mm sind oft ausreichend. Dünner = weniger Material, schnellerer Druck.
- Deaktivieren Sie das Unterstützungsdach/-bodenaußer Sie benötigen sie ausdrücklich für die Haftung zwischen den Schichten.
Vermeidung der Zusammenführung von Supportfällen
Fusion tritt auf, wenn Stützmaterial sich fest mit der Modelloberfläche verbindet, häufig aufgrund von Hitze, Druck oder unzureichender Kühlung.
- Düsentemperatur um 5–10 °C senken zur Verringerung der Anbackneigung
- Lüfterdrehzahl erhöhen für Stützstrukturen (50–100 % für PLA)
- Verringern Sie die Schichthöhe für die Stützoberfläche dünnere Schichten kühlen schneller ab
- Abstand einfügen: Einige Slicer ermöglichen Ihnen, einen Z-Spalt (vertikaler Versatz) zwischen der Stütze und der Modelloberfläche. Schon 0,1 mm reduziert die Haftung, ohne die Wirksamkeit der Stütze zu beeinträchtigen
Generierung von Support-freundlichen 3D-Modellen mit Triverse AI
Ein Punkt, den die meisten Support-Richtlinien überspringen: Das Modell selbst entscheidet, wie viel Unterstützung Sie benötigen.
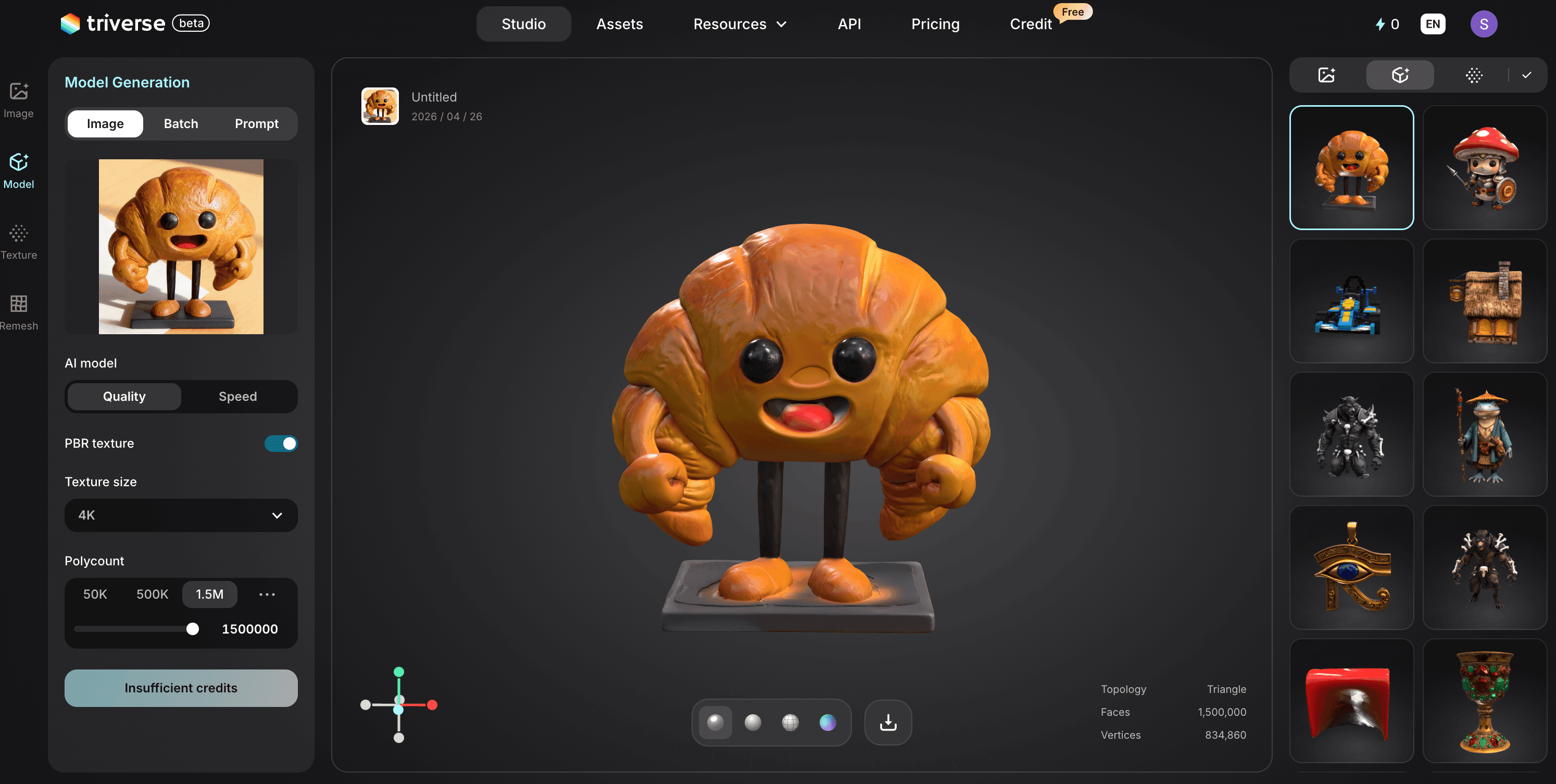
Ein Mesh mit nicht-manifold Kanten, invertierten Normalen oder internen Selbstüberschneidungen zwingt den Slicer dazu, Stützstrukturen dort zu generieren, wo sie nicht benötigt werden. Man kämpft gegen die Geometrie, anstatt sie zu optimieren. Eine saubere Mesh-Topologie bedeutet, dass der Slicer Überhangwinkel korrekt erkennt, Stützstrukturen nur dort erzeugt, wo es notwendig ist, und präzisere Ergebnisse mit weniger Materialverschwendung liefert.
Hier istTriverse AI in den 3D-Druck-Arbeitsablauf integriert. Sie können ein 3D-Modell aus einer Textbeschreibung generieren oder aus einem einzelnen Ausgangsbild, und die meisten Exporte sind sauber genug, um ohne zusätzliche Reparaturarbeiten für den Druck vorbereitet zu werden. Bei komplexer oder hochdetaillierter Geometrie sollten Sie das Mesh dennoch in Blender überprüfen und nachbearbeiten, aber der Großteil der Bereinigung wird für Sie übernommen.
Warum die Mesh-Qualität für Support-Strukturen entscheidend ist:
- Wasserdichte Netze lassen sich sauber schneiden. Keine Lücken, keine falsch orientierten Flächen, keine rätselhaften Stützstrukturen, die dort erscheinen, wo sie nicht hingehören.
- Saubere Topologie bedeutet vorhersehbare Überhänge.Der Slicer berechnet Überhangwinkel exakt. Stützen werden nur dort erzeugt, wo die Geometrie sie tatsächlich benötigt.
- STL- und OBJ-Export Triverse gibt Standardformate aus, die mit Cura, PrusaSlicer und Bambu Studio kompatibel sind. Importieren Sie die Datei in Ihren Slicer, aktivieren Sie die Baumstützen, und starten Sie den Druck.
- Weniger Zeit für Reparaturen, mehr Zeit für den Druck.Für jeden, der schon einmal eine Stunde damit verbracht hat, ein heruntergeladenes Gittermodell zu reparieren, nur um festzustellen, dass es immer noch defekte Stützstrukturen erzeugt – das ist das eigentliche Problem, das hier behoben wird.
Wenn Sie Miniaturen, Spielobjekte oder dekorative Objekte drucken (genau die Anwendungsfälle, bei denen Baumstützen ihre Stärken ausspielen), beseitigt die Verwendung eines sauberen Modells eine ganze Reihe von Stützstrukturproblemen, bevor sie überhaupt entstehen.
Häufig gestellte Fragen zu Baumstützen
Was ist der Unterschied zwischen Baumstützen und Baumstützen?
Es ist dasselbe. Cura nennt sie "Baumstützen". PrusaSlicer nennt sie "Organische Stützen". Bambu Studio nennt sie "Baum (Auto)". Der zugrundeliegende Algorithmus ist bei allen dreien ähnlich: Äste wachsen von der Bauplatte zum Modell, werden dünner, je weiter sie sich erstrecken, und berühren an minimalen Kontaktpunkten.
Verwenden Baumstützen weniger Material als traditionelle Stützen?
Ja. Baumstützen verbrauchen typischerweise 30–50 % weniger Filament als vergleichbare Linien- oder Gitterstützen für dasselbe, da sie dünner sind und nur dort berühren, wo es nötig ist. Das bedeutet auch kürzere Druckzeiten und geringere Materialkosten pro Druck.
Können Baumstützen flache Überhänge stützen?
Sie sind nicht ideal für große, flache Überhänge. Baumäste auf einer flachen Oberfläche erzeugen mehrere Kontaktpunkte, das Gegenteil von dem, was man möchte. Für flache, breite Überhänge verwenden Sie traditionelle Linien- oder Gitterstützen. Baumstützen eignen sich hervorragend für steile und komplexe Überhänge.
Warum erreichen meine Baumstützen das Modell nicht?
Wahrscheinlich ist der Astwinkel zu flach eingestellt. Erhöhen Sie ihn auf 50–60° und neu slicen. Wenn das nicht funktioniert, versuchen Sie, das Modell in einem anderen Winkel zu drehen. Die Ausrichtung ist oft wichtiger als jede Einstellung.
Sind Baumstützen für funktionale Teile stark genug?
Sie sind schwächer als dichte Linienstützen für große, flache Überhänge unter Belastung. Für funktionale Teile mit steilen oder komplexen Überhängen können Baumstützen mit einem dickeren Astdurchmesser gut funktionieren. Für große, flache funktionale Überhänge: Verwenden Sie Linien- oder Gitterstützen.
Wie minimiere ich Stützmarken auf detaillierten Drucken?
Drei Dinge: Verwenden Sie Baumstützen mit einem kleinen Astdurchmesser (1–1,5 mm), setzen Sie die Stützdach/-boden auf 0 mm, sodass nur die Astspitze berührt, und orientieren Sie das Modell so, dass die detailliertesten Oberflächen von der Bauplatte wegweisen.
Was ist der beste Slicer für Baumstützen?
PrusaSlicers organische Stützen neigen dazu, die zuverlässigsten Aststrukturen für komplexe Geometrien zu erzeugen. Bambu Studio ist ausgezeichnet und stärker automatisiert. Cura funktioniert gut, hat aber bekannte Fehler bei Baumstützen plus mehreren Modellen. Alle drei sind brauchbar. Wenn eines bei einem bestimmten Modell Probleme macht, probieren Sie ein anderes.
Kann ich Baumstützen mit mehreren Modellen auf der Platte verwenden?
Cura hat bekannte Fehler bei Baumstützen + mehreren Modellen (Abstürze, unsinnige Generierung). Slicen Sie ein Modell nach dem anderen, oder wechseln Sie für Multi-Model-Drucke zu PrusaSlicer oder Bambu Studio.
Schlussfolgerung
Baumstützen sind kein universeller Ersatz. Sie sind ein spezialisiertes Werkzeug. Für Miniaturen, komplexe Geometrien und Drucke, bei denen die Oberflächengüte entscheidend ist, sind sie Linien- und Gitterstützen überlegen. Für große flache Überhänge bleiben traditionelle Stützen die bessere Wahl.
Die Kunst besteht darin, zu wissen, wann man welche Unterstützungsart einsetzt. Die meisten Slicer machen den Wechsel mühelos, und die Zeitersparnis bei der Nachbearbeitung ist sofort erkennbar. Testen Sie Baumstützen bei Ihrem nächsten Druck mit steilen Überhängen. Mit nur zehn Minuten Einrichtung wissen Sie sofort, ob es die richtige Methode ist. Und wenn Sie den Modellierungsschritt überspringen und direkt zum Slicen übergehen möchten, Triverse AI generiert druckfertige 3D-Modelle aus einer Texteingabe oder einem einzelnen Bild und exportiert diese als STL-Dateien mit sauberer Mesh-Geometrie.