Soportes arbóreos en impresión 3D: Una guía definitiva (2026)
Aprende cómo funcionan los soportes tipo árbol en impresión 3D, cuándo usarlos en lugar de los soportes tradicionales y cómo configurar los ajustes en Cura, PrusaSlicer y Bambu Studio para obtener impresiones de mejor calidad con menos material.
26 de abril de 2026
Terminaste una miniatura impresa de seis horas. Se veía perfecta en el laminador. Luego retiraste los soportes, y la mitad de la cara se desprendió con ellos.
Los soportes en árbol sirven para colmar ese vacío. En lugar de pilares verticales que se apoyan sobre toda la superficie inferior de un voladizo, crecen como ramas. Llegan donde se necesitan y tocan lo menos posible. Esta guía explica cómo funcionan, cuándo superan a los soportes tradicionales, cómo configurarlos y cómo evitar problemas comunes.
¿Qué son los soportes arbóreos en impresión 3D?
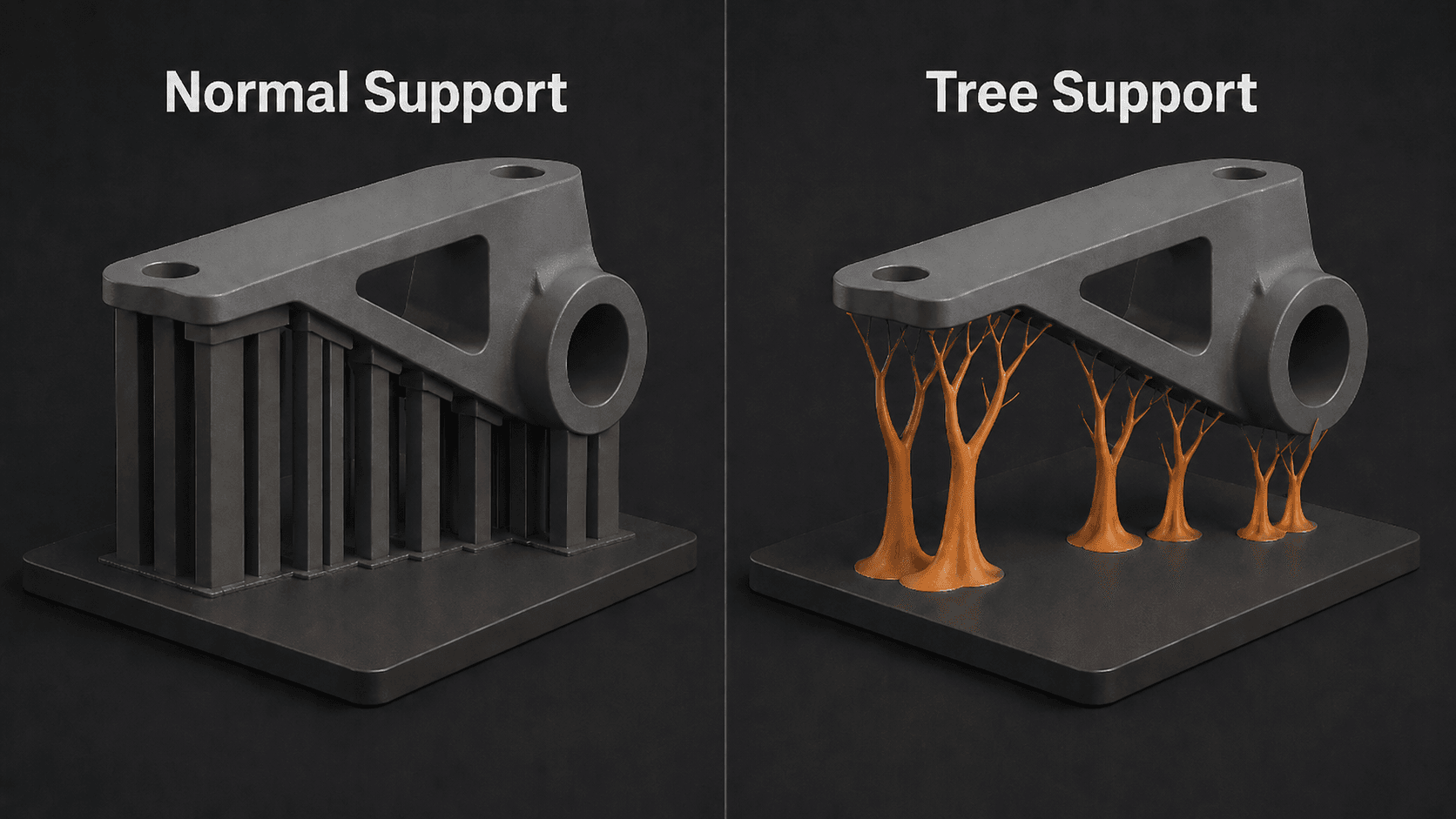
Los soportes de árbol son una estructura de soporte generada por el slicer. Los soportes estándar de línea o rejilla son columnas verticales colocadas en un patrón uniforme debajo de los sobresalientes. Los soportes de árbol adoptan un enfoque diferente: crecen hacia arriba desde la base de impresión como ramas.
El diseño es funcional: un tronco grueso en la base, donde la tensión mecánica es mayor, que se adelgaza progresivamente a medida que el soporte se extiende hacia el modelo. Las puntas de las ramas hacen contacto con el modelo en un solo punto en lugar de sobre superficies completas. Si eres nuevo en los flujos de trabajo de impresión 3D, consulta nuestra guía sobre el mejor software CAD para impresión 3D para asegurarte de que tus modelos estén listos para imprimir antes siquiera de generar los soportes.
Esto es importante porque:
- Menor superficie de contacto = menos huellas en el modelo. Los soportes estándar contactan todo lo que está debajo de un voladizo. Los soportes en árbol contactan solo las áreas que requieren soporte.
- Alcance direccional.Dado que cada rama crece de forma independiente, el soporte en árbol puede sortear la geometría del modelo que bloquearía un soporte vertical recto.
- Menos material, impresiones más rápidas. Las ramas más delgadas extruyen menos filamento. Documentación de Cura señala hasta un 50% de reducción de material en algunos casos.
La desventaja: los soportes en árbol son estructuralmente más débiles que las rejillas lineales densas. Para voladizos planos y extensos donde la distribución del peso es importante, no siempre son la opción adecuada.
Cómo los soportes de árboles se diferencian de los soportes comunes
La diferencia central radica en la geometría y la estrategia de contacto.
Los soportes normales (línea, rejilla o hexagonal) generan columnas verticales en un patrón repetido. Son robustos, de cálculo rápido y predecibles. El problema: soportan todo lo que hay debajo de un voladizo, ya sea necesario o no. Además, crean áreas de contacto extensas que dejan marcas visibles.
Los soportes tipo árbol utilizan un enfoque diferente. Cada soporte se desarrolla como una estructura única desde la plataforma de construcción hasta un punto de contacto específico en el modelo. El algoritmo determina la ruta óptima, teniendo en cuenta la geometría del modelo, y el resultado es una estructura adaptada a esa impresión específica, en lugar de una cuadrícula genérica aplicada uniformemente.
La diferencia real para la mayoría de los usuarios:
- Los soportes estándar: dejan más marcas, utilizan más material, son más difíciles de remover en espacios reducidos y son mejores para grandes salientes planos
- Soportes arbóreos: menos marcas, menos material, mejor rendimiento en geometrías complejas, eliminación más fácil
No se trata de que una opción sea universalmente mejor, sino de adecuar el tipo de soporte a la geometría de la pieza.
Tabla comparativa: Soportes de Árbol versus Soportes Tradicionales
Factor | Sistemas de Apoyo Tradicionales | Soportes para árboles |
Zona de contacto | Cuadrícula grande y uniforme | Puntos de contacto pequeños e individuales |
Consumo de materiales | Superior | un 30–50 % menos |
Velocidad de impresión | Estándar | Más rápido (menos extrusión) |
Acabado de superficie | Más puntos, necesita corrección | Marcas más limpias y minimalistas |
Navegación geométrica | Solo trayectorias en línea recta, obstruidas por obstáculos | Las ramas forman ángulos en torno a la geometría |
Resistencia estructural | Excelente para grandes aleros planos | Menos eficaz en superficies planas extensas |
Dificultad de extracción | De moderado a difícil | Es más fácil, especialmente en ramas finas |
Velocidad calculada | Rápido | Un poco más lento |
Caso de uso ideal | Salientes planos, componentes funcionales | Voladizos pronunciados, miniaturas, piezas complejas |
Beneficios de usar soportes arbóreos
Si aún estás indeciso, aquí tienes un desglose sencillo de lo que realmente te ofrecen los soportes para árboles.
1. Acabado de superficie superior
El punto de contacto más pequeño significa menos superficie para que el soporte se adhiera al modelo. En superficies visibles como rostros de personajes, detalles elevados y zonas texturizadas, esta es la diferencia entre una impresión limpia y una que necesita horas de lijado y masillado.
2. Menos posprocesamiento
Menos marcas = menos tiempo con cúter, papel de lija o masilla. Para impresiones de producción donde se desea minimizar el trabajo de acabado, los soportes tipo árbol reducen significativamente el cuello de botella del postprocesado.
3. Menores costos de insumos y tiempos
Entre un 30 y un 50 % menos de filamento para el mismo trabajo de soporte significa ahorros en un gran volumen de impresión. Las ramas más delgadas también se extrusionan a mayor velocidad, por lo que los tiempos de impresión se reducen incluso teniendo en cuenta la generación de rutas ligeramente más complejas. Elegir el filamento adecuado para impresora 3D también afecta cómo se adhieren y se desprenden los soportes.
4. Acceso a Geometría de Acceso Difícil
Los soportes arbóreos pueden crecer alrededor de las características del modelo. Los soportes estándar no pueden. Si tu impresión tiene cavidades internas, voladizos bajo voladizos, o elementos que requieren despejes precisos, los soportes arbóreos suelen ser la única opción práctica. Para modelos que comienzan como imágenes, nuestra guía de conversión de imagen a STL cubre cómo obtener archivos listos para imprimir antes de preocuparte por los soportes. O salta el paso de modelado por completo: , puede generar modelos 3D listos para imprimir a partir de texto o imágenes, exportados como STL u OBJ con topología de malla limpia que se rebanada sin problemas inesperados.
5. Desinstalación más sencilla
El pequeño punto de contacto se desprende más limpiamente con fuerza de rotación que un bloque de apoyo ancho. La técnica clave: gira, no tires. Una vez que lo controlas, la remoción de soportes de árbol es significativamente más rápida.
Cuándo usar soportes de árbol
No toda impresión necesita soportes de árbol. Aquí tienes una guía práctica:
Utilice soportes tipo árbol cuando:
- Imprimir miniaturas o figurascon mantos, brazos levantados, alas, cabello y detalles faciales. El pequeño punto de contacto mantiene tu trabajo detallado.
- Los voladizos son empinados (superiores a 55° con respecto a la vertical). Los soportes estándar están diseñados para ángulos moderados. Los salientes pronunciados requieren la capacidad de alcance direccional de los brazos.
- El acabado superficial importa. Cualquier pieza impresa destinada a ser vista se ve beneficiada por una transferencia más nítida.
- El modelo presenta geometrías complejas o cavidades internas. Las ramas de los árboles se extienden donde no llegan los pilares alineados.
- Desea minimizar el tiempo de posprocesamiento.Si imprime en volumen, el tiempo ahorrado por cada impresión se multiplica rápidamente.
Utilice los apoyos tradicionales cuando:
- El voladizo es grande y plano. Las estructuras en forma de ramas sobre una superficie plana crean más puntos de contacto que una cuadrícula. Utilice soportes lineales o de cuadrícula para superficies planas grandes.
- La carga estructural es importante. Para piezas funcionales sometidas a cargas significativas, las retículas de líneas densas ofrecen un mejor rendimiento mecánico.
- Tu slicer sigue fallando. Cura tiene errores conocidos con soportes tipo árbol más el corte con múltiples modelos. Usa soportes lineales o prueba PrusaSlicer.
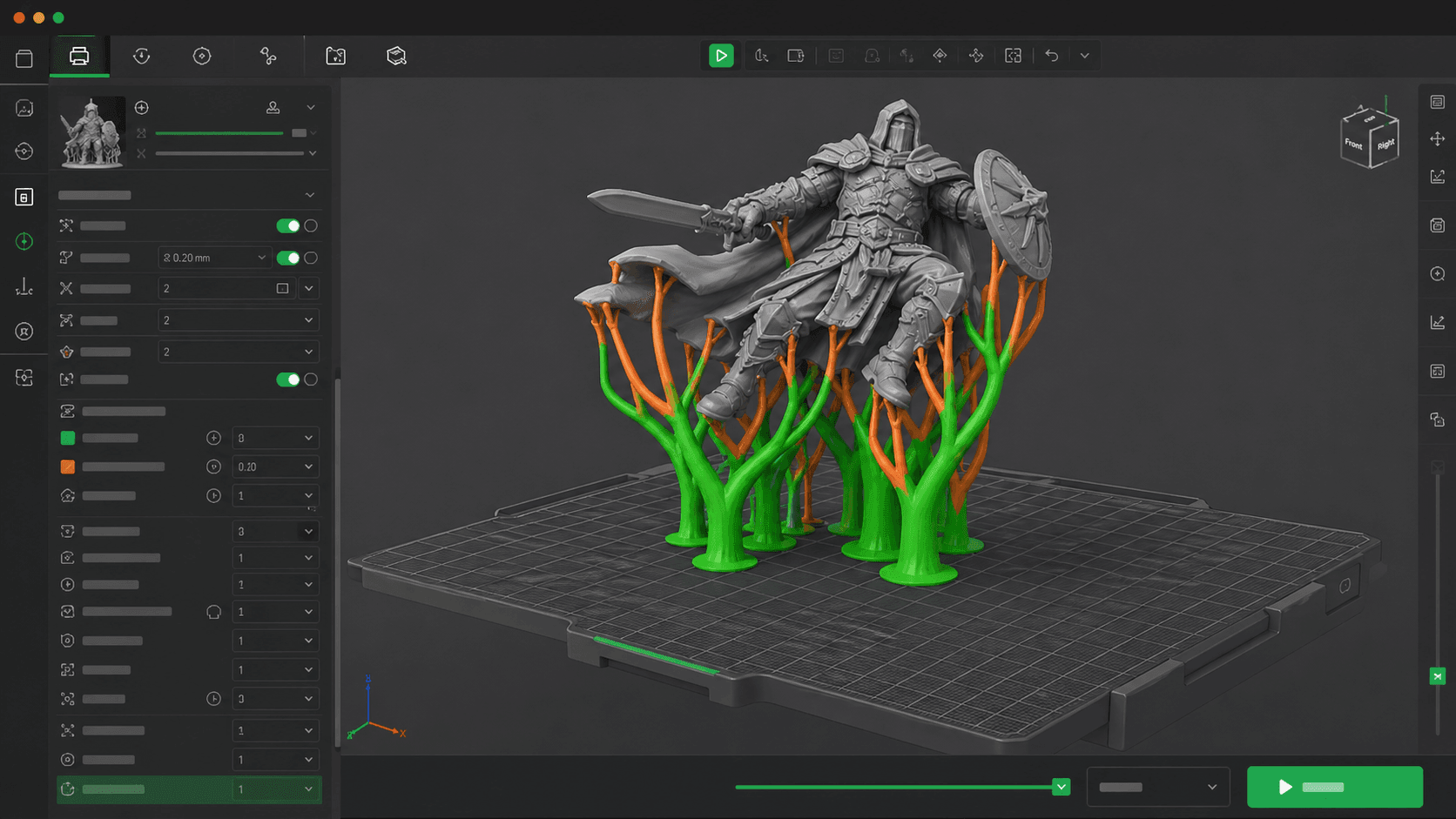
Optimización de los Ajustes de Soporte para Árboles
Activar los soportes tipo árbol es fácil. Configurarlos con precisión requiere comprender unos pocos ajustes clave. Esto es lo que realmente importa.
Configuración de Cura
Activar soportes tipo árbol: Configuración → Configurar visibilidad → marcar "Todo" → Soporte → Tipo de soporte → seleccionar Árbol → activar Generar soportes
Ángulo del brazo de soporte (más relevante)
Controla el grado de inclinación de las ramas. Valores más altos = más verticales = más estables, pero más difíciles de alcanzar en geometrías pronunciadas. Valores más bajos = más anguladas = mejor alcance, pero ramas más finas.
- Por defecto: 50°
- Miniaturas detalladas: 40–50°
- Partes funcionales: 50–60 °C
Diámetro de la rama de apoyo
El ancho del tronco en la base. Demasiado delgado = riesgo de caída. Demasiado grueso = material desperdiciado, remoción más difícil.
- Por defecto: 2mm
- Miniaturas y cosméticos: 1–1,5 mm
- Piezas funcionales: 2–3mm
Ángulo del diámetro de la rama de soporte
Controla la velocidad de conicidad. Un valor más alto significa una conicidad más rápida, puntas más finas e impresiones más limpias,pero ramas más débiles. El valor predeterminado funciona para la mayoría de las impresiones. No lo ajuste a menos que esté solucionando un problema específico.
Soporte de techo y soporte de piso
Estas placas agregan una placa horizontal entre el soporte y la pieza. Aumentan el área de contacto, lo que significa mejor adherencia pero más trabajo de limpieza.
- Configure en 0 mm para miniaturas e impresiones decorativas: basarse exclusivamente en las puntas de las ramas
- Ajuste a 0,2–0,4 mm para piezas funcionales con grandes voladizos planos donde la adhesión entre capas sea crítica
Consejo: Si los soportes tipo árbol se generan pero no alcanzan el modelo (que flotan en la vista previa), aumente el Ángulo de rama a 50–60°. Si eso no funciona, intente girar su modelo.
Ajustes de PrusaSlicer
PrusaSlicer denomina los soportes tipo árbol Soportes orgánicos (Configuración de impresión → Soportes → Tipo: Orgánico).
Parámetros clave:
- Ángulo de la rama de soporte orgánico: 45–55° por defecto. Ajustar según la inclinación del voladizo.
- Diámetro de la rama de soporte orgánico (base): Diámetro del tronco, equivalente al diámetro de rama de Cura.
- Diámetro de la rama de apoyo orgánico (parte superior): Ancho del borde, controla el tamaño de la zona de contacto.
Los soportes orgánicos de PrusaSlicer tienden a generar estructuras ramificadas ligeramente más limpias para geometrías complejas. Si tienes problemas con Cura en un modelo específico, vale la pena probar PrusaSlicer. Consulta la documentación sobre los soportes orgánicos de PrusaSlicer para obtener todos los detalles de los parámetros.
Configuración de Bambu Studio
Soportes → Activar Soportes → Estilo de soporte: Árbol (Automático)
La implementación de Bambu es más automatizada. El modo "Automático" se encarga de la mayor parte de la optimización. Los ajustes se encuentran en Soportes → Ajustes específicos de soportes en árbol:
- Ángulo de ramificación: cuánto se doblan las ramas
- Diámetro de la boquilla: controla el tamaño del punto de contacto
- Espesor de la pared: añade una capa alrededor del árbol de datos para mayor estabilidad
Los soportes en árbol de Bambu son particularmente agresivos a la hora de minimizar los puntos de contacto, lo cual es excelente para el acabado superficial. Consulte la guía de configuración de soportes de Bambu Studio para obtener recomendaciones específicas para cada modelo.
Cómo quitar los soportes tipo árbol de una impresión 3D
Los soportes ramificados son más fáciles de quitar que los soportes tradicionales, pero la técnica es importante.
Primero, deja enfriar la impresión. El PLA frío se rompe limpiamente. El PLA caliente es gomoso y se estira. Algunas personas ponen las impresiones en el congelador durante 10 minutos antes de retirarlas. Realmente funciona.
Gira, no tires. Agarra la rama cerca del punto de contacto y aplica un movimiento de giro. La pequeña punta se desprende con más limpieza al girar que al tirar directamente.
Usa la herramienta adecuada:
- Ramas finas: cortes al ras o tijeras de podar
- Para tallos más gruesos: alicates de punta aguda
- Restos de bebedero: bisturí de modelismo afilado o lija fina
Para puntos de contacto difíciles: Calienta brevemente la zona con una pistola de calor, solo lo suficiente para ablandar el material de soporte sin afectar el modelo. Luego vuelve a torcer.
El mayor error: Tener prisa. Forzar el soporte para que se despegue de la superficie de los componentes. Si no se despega, necesita más tiempo, más calor u otro ángulo.
Resolución de Problemas Comunes con Soportes Arbóreos
Ramas que no llegan a la maqueta
Casi siempre es un problema de Ángulo de bifurcación. Si el ángulo está configurado demasiado bajo (poco pronunciado), las ramas no pueden alcanzar geometrías pronunciadas antes de quedarse sin espacio. Auméntelo a 50–60° y vuelva a re-seccionar. Si eso no funciona, gire la orientación de su modelo.
Colapso de los soportes tipo árbol durante la impresión
El diámetro del tronco es demasiado delgado para la carga. Aumenta el Diámetro de rama de soporte en 0.5–1 mm. Comprueba también: ¿se está imprimiendo correctamente la primera capa? Una mala adhesión de la primera capa se propaga por toda la impresión y hace más probable el colapso del soporte.
Cura falla al usar soportes de árbol
Este es un error conocido en Cura. Los soportes en árbol combinados con múltiples modelos en la cama pueden causar cierres inesperados del programa o generación de soportes ilógica. Soluciones:
- Rebanar modelos de uno en uno
- Cambiar a PrusaSlicer o Bambu Studio para esa estampa
- Utiliza soportes de línea tradicionales para impresiones con varios modelos
Admite la fusión en la superficie del modelo
Suele deberse a una de estas dos causas:
- Área de contacto excesivamente grande.Reducir el diámetro de la boquilla en la configuración del software de corte.
- Temperatura de impresión demasiado alta.Reduzca la temperatura de la boquilla en 5–10 °C. El PLA a 200 °C fluye con mayor agresividad que a 190 °C.
- Refrigeración insuficiente. Incrementar la velocidad del ventilador de enfriamiento para las capas de soporte.
Acabado superficial rugoso en las zonas de apoyo
Incluso los soportes arbóreos pueden dejar marcas. Si sigues viendo asperezas:
- Asegúrese Soporte para techo y piso se establece en 0 mm (sin que la placa toque el modelo)
- Intenta reducir Grosor de pared del soporte de la interfaz si está disponible en la segmentación de datos
- Orienta el modelo para que la superficie más detallada mire hacialejos de la placa de impresión. Las superficies orientadas hacia arriba muestran la mayor cantidad de marcas de soporte.
Mejora de la estabilidad y la integridad estructural
Los soportes tipo árbol son más débiles que los soportes tradicionales para cargas pesadas. A continuación se explica cómo aprovecharlos al máximo en aplicaciones donde la resistencia es crítica.
Aumente el diámetro del vástago. La base soporta la mayor parte de la carga. Pasar de 2 mm a 3 mm de diámetro del vástago aumenta significativamente la capacidad de carga con un incremento mínimo en el costo del material.
Añade una placa de soporte para grandes áreas planas. Una placa horizontal delgada (0,2–0,4 mm) distribuye la carga de manera más uniforme en aleros planos donde las puntas de las ramas por sí solas podrían deformarse bajo carga.
Inclina ligeramente la placa de impresión. La mayoría de los programas de laminado permiten inclinar el modelo. Un ángulo leve (5–15°) cambia qué superficies requieren soporte y a menudo reduce el volumen total de soporte requerido.
Usa un material más resistente para los soportes. Si tu impresora tiene extrusión doble, imprimir soportes en un material diferente (por ejemplo, soportes de PETG para impresiones de PLA, o PVA soluble para impresiones de PLA) permite la eliminación química o térmica sin fuerza mecánica que pueda dañar la superficie.
Cómo simplificar la extracción de soportes
Más allá de la técnica básica de giro, estos métodos hacen que la retirada sea más rápida y segura:
Optimiza primero el tamaño del punto de contacto. Esta es la configuración que tiene el mayor efecto en la dificultad de eliminación. Un contacto más pequeño = una separación más limpia. La mayoría de los slicers permiten establecer esto directamente.
Reduce la densidad de los soportes.Más soportes = más puntos de adhesión = más daño superficial. Para soportes tipo árbol, una densidad del 10–15 % es suficiente para la mayoría de las impresiones. Auméntala al 15–20 % solo para voladizos pronunciados. Más que eso suele ser contraproducente.
Orientación estratégica. Las superficies más cercanas a la base de impresión (orientadas hacia abajo) siempre necesitan más soporte y siempre tendrán las marcas más visibles. Orienta la pieza de modo que las superficies más críticas queden hacia arriba o de lado, donde los soportes en árbol puedan alcanzarlas en ángulos reducidos y con el menor contacto posible.
Para impresiones en resina:los soportes de tipo árbol en resina se centran principalmente en optimizar el ángulo de despegue y reducir las fuerzas de succión, no en el soporte estructural. Las configuraciones en ChiTuBox, Lychee Slicer y el modo de resina de PrusaSlicer deben priorizar los agujeros de drenajey el hollowingpara eliminar completamente los soportes internos siempre que sea posible. Para usuarios de FDM que están eligiendo su primera impresora, nuestra guía sobre las mejores impresoras 3D para niñoscubre opciones cerradas y seguras que también funcionan bien para impresiones con muchos soportes.
Reduciendo el desperdicio de material y evitando la adherencia
Usar menos materiales
Los soportes en forma de árbol ya son eficientes por diseño, pero puedes llevarlos al límite:
- Comience orientando el modelo. Una inclinación de 45° tiende a reducir el volumen total de soporte más que cualquier ajuste. Si tu modelo está en formato 3MF, consulta nuestraGuía de conversión de 3MF a STL para exportarlo primero a un formato compatible con el software de laminado.
- Use el diámetro de ramas más delgado posible. Para miniaturas: 1–1.2 mm suele ser suficiente. Cuanto más delgado, menos material y mayor velocidad de impresión.
- Deshabilitar soporte de techo/piso a menos que los necesites específicamente para la adhesión de capas.
Prevención de la fusión de soporte
La fusión se produce cuando el material de soporte se fusiona con la superficie del modelo, generalmente debido al calor, la presión o un enfriamiento insuficiente.
- Reducir la temperatura de la boquilla en 5–10 °C para reducir la tendencia al vínculo
- Aumentar la velocidad del ventilador para capas de soporte (50%–100% para PLA)
- Reducir la altura de capa para la zona de soporteasí que las capas más delgadas se enfrían más rápidamente
- Agregar un intervalo: Algunos segmentadores de datos le permiten establecer un Brecha Z (separación vertical) entre el soporte y la superficie del modelo. Incluso 0,1 mm reduce la fusión sin comprometer la efectividad del soporte
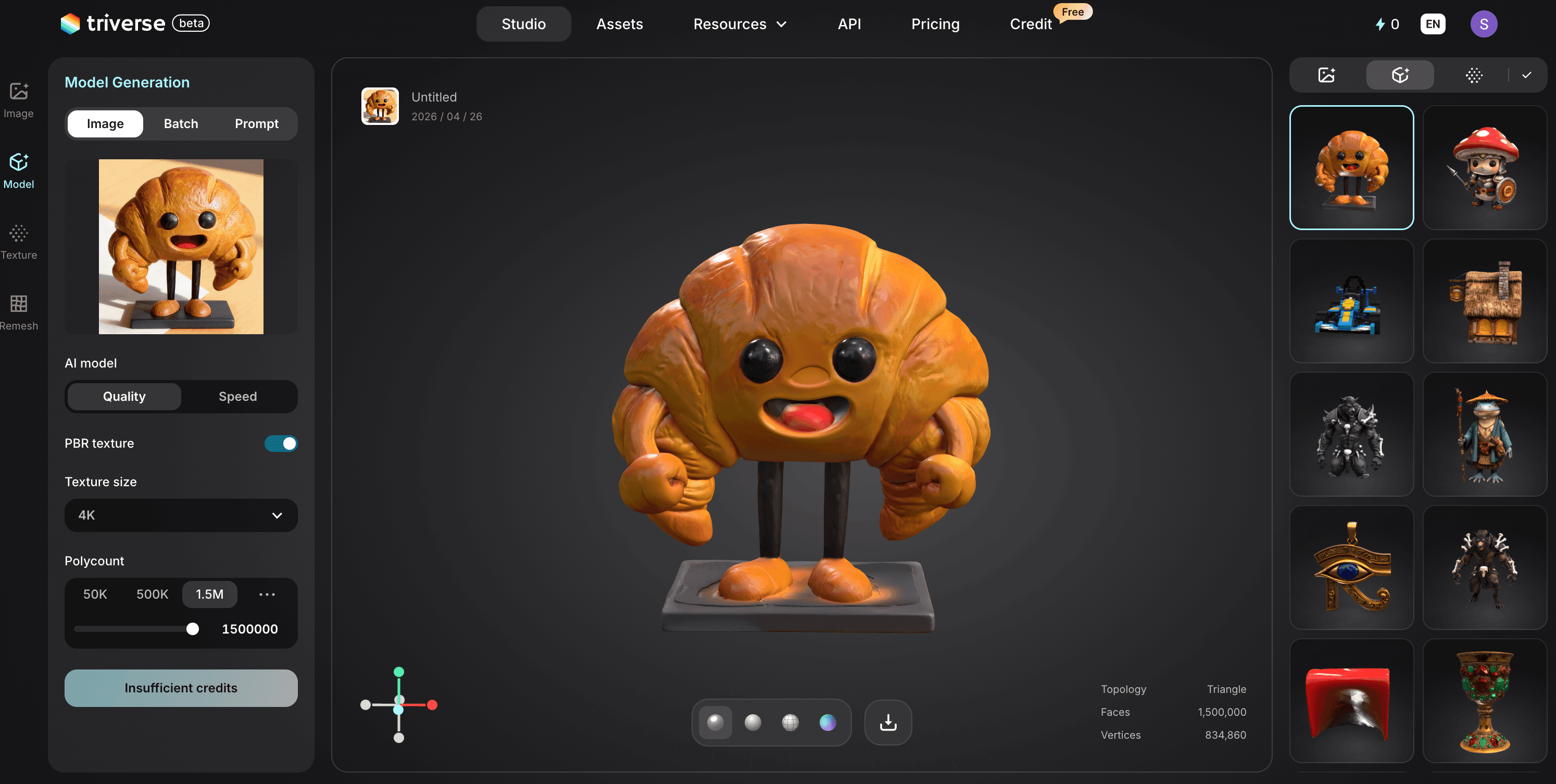
Generación de modelos 3D compatibles con soportes con Triverse AI
He aquí algo que la mayoría de las guías de asistencia omiten: el propio modelo decide cuánta ayuda necesitas.
Una malla con aristas no múltiples (no-manifold), normales invertidas o autointersecciones obliga al slicer a generar soportes donde no debería. Terminas luchando contra la geometría en lugar de optimizarla. Una topología de malla limpia significa que el slicer lee correctamente los ángulos de voladizo, genera soportes únicamente donde son necesarios y produce resultados más limpios con menos desperdicio de material.
Aquí es donde Triverse AI encaja en el flujo de trabajo de impresión 3D. Puedes generar un modelo 3D a partir de una descripción de texto o de una sola imagen de referencia, y la mayoría de las exportaciones salen lo suficientemente limpias como para rebanarlas sin necesidad de trabajo de reparación adicional. Para geometrías complejas o muy detalladas, es posible que aún quieras revisar y retocar la malla en Blender, pero la mayor parte de la limpieza está hecha para ti.
Por qué la calidad de la malla es importante para los soportes:
- Las mallas herméticas se segmentan con precisión.Sin huecos, sin normales invertidas, sin aparición de estructuras de soporte fantasma donde no deberían.
- Topología limpia = voladizos predecibles.El software de laminado calcula con precisión los ángulos de voladizo. Se generan soportes solo donde son estrictamente necesarios según la geometría.
- Exportación a STL y OBJ. Triverse genera formatos estándar compatibles con Cura, PrusaSlicer y Bambu Studio. Suelta el archivo en tu software de laminado, activa los soportes en árbol y listo.
- Menos tiempo en reparar, más tiempo en imprimir. Para cualquiera que haya pasado una hora reparando un modelo de malla descargado solo para descubrir que aún genera soportes defectuosos, esta es la solución al verdadero cuello de botella.
Si estás imprimiendo miniaturas, assets de juego u objetos decorativos (los casos de uso exactos donde los soportes tipo árbol son ideales), comenzar con un modelo limpio elimina toda una clase de problemas con los soportes desde el inicio.
Preguntas frecuentes sobre Soportes de Árbol
¿Cuál es la diferencia entre soportes de árbol y soportes orgánicos?
Son lo mismo. Cura los llama "Soportes de árbol". PrusaSlicer los llama "Soportes orgánicos". Bambu Studio los llama "Árbol (Auto)". El algoritmo subyacente es similar en los tres: las ramas crecen desde la plataforma de impresión hacia el modelo, adelgazándose a medida que se extienden, y tocan en puntos de contacto mínimos.
¿Los soportes de árbol usan menos material que los soportes tradicionales?
Sí. Los soportes de árbol suelen usar entre un 30 y un 50% menos de filamento que los soportes lineales o en cuadrícula equivalentes para el mismo trabajo, porque son más delgados y solo tocan donde es necesario. Esto también significa tiempos de impresión más rápidos y menor costo de materiales por impresión.
¿Pueden los soportes de árbol soportar voladizos planos?
No son ideales para voladizos horizontales grandes y planos. Las ramas de árbol en una superficie plana crean múltiples puntos de contacto, lo contrario de lo que deseas. Para voladizos planos y anchos, usa soportes lineales o en cuadrícula tradicionales. Los soportes de árbol son excelentes para voladizos empinados y complejos.
¿Por qué mis soportes de árbol no alcanzan el modelo?
Lo más probable es que el ángulo de la rama esté configurado demasiado bajo. Auméntalo a 50–60° y vuelve a rebanar. Si eso no funciona, intenta rotar el modelo a un ángulo diferente. La orientación a menudo importa más que cualquier configuración.
¿Son los soportes de árbol lo suficientemente fuertes para piezas funcionales?
Son más débiles que los soportes lineales densos para voladizos planos grandes bajo carga mecánica. Para piezas funcionales con voladizos empinados o complejos, los soportes de árbol pueden funcionar bien con un diámetro de rama más grueso. Para voladizos funcionales planos grandes: usa soportes lineales o en cuadrícula.
¿Cómo minimizo las marcas de soporte en impresiones detalladas?
Tres cosas: usa soportes de árbol con un diámetro de rama pequeño (1–1.5mm), configura el techo/base de soporte a 0mm para que solo la punta de la rama toque, y orienta el modelo de modo que las superficies más detalladas queden alejadas de la plataforma de impresión.
¿Cuál es el mejor programa de corte para soportes de árbol?
Los soportes orgánicos de PrusaSlicer tienden a generar las estructuras de rama más confiables para geometrías complejas. Bambu Studio es excelente y más automatizado. Cura funciona bien pero tiene errores conocidos con soportes de árbol con múltiples modelos. Los tres son viables. Si uno te da problemas en un modelo específico, prueba con otro.
¿Puedo usar soportes de árbol con múltiples modelos en la plataforma?
Cura tiene errores conocidos con soportes de árbol + múltiples modelos (cierre inesperado, generación sin sentido). Rebana un modelo a la vez, o cambia a PrusaSlicer o Bambu Studio para impresiones con múltiples modelos.
Conclusión
Los soportes arbóreos no son un reemplazo universal. Son una herramienta especializada. Para miniaturas, geometría compleja y piezas donde el acabado superficial es crítico, superan a los soportes de línea y de rejilla. Para grandes voladizos planos, los soportes tradicionales siguen siendo la mejor opción.
La habilidad consiste en saber cuándo usar cada uno. La mayoría de los software de laminado hacen que el cambio sea muy fácil, y la diferencia en el tiempo de posprocesamiento es inmediata. Prueba los soportes tipo árbol en tu próxima impresión con voladizos pronunciados. Con solo diez minutos de configuración, sabrás de inmediato si es la herramienta adecuada. Y si quieres omitir el paso de modelado e ir directamente al laminado, Triverse AI genera modelos 3D listos para imprimir a partir de una descripción textual o una sola imagen, exportados como STL con malla limpia.