Supporti ramificati (Tree Supports) nella stampa 3D: La guida completa (2026)
Scopri come funzionano i supporti ad albero nella stampa 3D, quando utilizzarli rispetto ai supporti tradizionali e come configurare le impostazioni in Cura, PrusaSlicer e Bambu Studio per stampe con miglior finitura superficiale e minor consumo di materiale.
26 aprile 2026
Hai finito un modellino di sei ore. Sembrava perfetto nella stampante 3D. Poi hai rimosso i supporti e metà della faccia si è staccata insieme a questi.
Supporti ad albero servono a colmare questa lacuna. Invece di colonne verticali che toccano tutto ciò che si trova sotto un aggetto, crescono come rami. Raggiungono i punti necessari e toccano il meno possibile. Questa guida spiega come funzionano, quando sono migliori dei supporti tradizionali, come configurarli e come evitare problemi comuni.
Cosa sono i supporti ad albero nella stampa 3D?
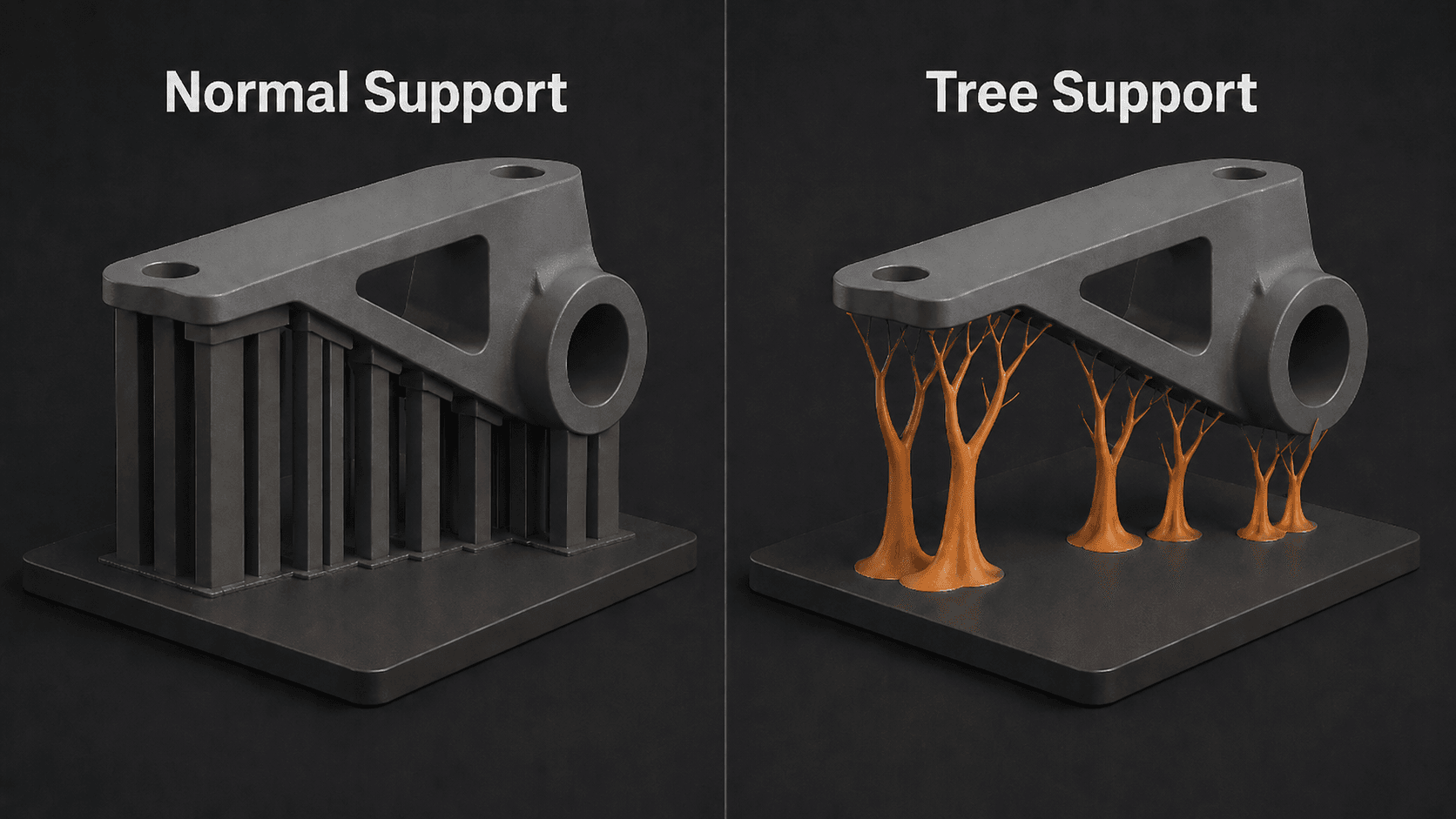
I supporti ad albero sono una struttura di supporto generata dal tuo slicer. Gli supporti standard a linea o a griglia sono colonne verticali disposte in uno schema uniforme sotto le sporgenze. I supporti ad albero adottano un approccio diverso: crescono verso l'alto dalla piastra di costruzione come rami.
Il design è funzionale: un gambo spesso alla base, dove la sollecitazione meccanica è maggiore, che si assottiglia progressivamente man mano che il supporto si estende verso il modello. Le punte dei rami toccano il modello in singoli punti anziché su intere superfici. Se non hai familiarità con i flussi di lavoro di stampa 3D, consulta la nostra guida al miglior software CAD per la stampa 3D per assicurarti che i tuoi modelli siano pronti per la stampa ancor prima di occuparti dei supporti.
Questo conta perché:
- Una minore area di contatto significa meno segni sul modello. Lo standard consente di toccare tutto ciò che si trova sotto una sporgenza. L'albero permette di toccare solo ciò che richiede sostegno.
- Raggio d'azione direzionale.Poiché ogni ramo cresce indipendentemente, un supporto ramificato può incurvarsi attorno alla geometria del modello che ostacolerebbe una colonna verticale rettilinea.
- Meno materiale, stampe più veloci. I rami più sottili estrudono meno filamento. Documentazione di Cura osserva una riduzione del materiale fino al 50% in alcuni casi.
Lo svantaggio: i supporti ad albero sono strutturalmente più deboli dei supporti a griglia lineare fitta. Per grandi sporgenze piane in cui la distribuzione del carico è fondamentale, non sono sempre la scelta giusta.
Come i supporti ad albero differiscono dai supporti standard
La differenza principale si riduce alla geometria e alla strategia di contatto.
I supporti standard (linea, griglia o esagonali) generano colonne verticali in uno schema ripetitivo. Sono robusti, veloci da calcolare e prevedibili. Il problema: sostengono tutto ciò che si trova sotto uno sbalzo, indipendentemente dalla necessità. Inoltre, creano ampie zone di contatto che lasciano segni evidenti.
I supporti ad albero utilizzano un approccio diverso. Ogni supporto si sviluppa come un'unica struttura dalla piastra di costruzione verso un punto di contatto specifico sul modello. L'algoritmo determina il percorso ottimale, tenendo conto della geometria del modello, e il risultato è una struttura personalizzata per quella specifica stampa, anziché una griglia generica applicata in modo uniforme.
La differenza pratica per la maggior parte degli utenti:
- Supporto standard: maggior numero di supporti, più materiale, più complesso da rimuovere dagli spazi ristretti, migliore per grandi sovrapposizioni piane
- Supporti ad albero: meno tracce, meno materiale, adattabilità superiore alle geometrie complesse, più facili da rimuovere
La scelta non riguarda quale sia universalmente superiore. Si tratta di adattare il tipo di supporto alla geometria di stampa.
Tabella di confronto: Supporti ad albero a confronto con i supporti tradizionali
Fattore | Supporti Tradizionali | Supporti per alberi |
Superficie di contatto | Griglia grande e regolare | Punti di contatto singoli di piccole dimensioni |
Uso del materiale | Più alto | 30–50% in meno |
Velocità di stampa | Standard | Più veloce (con meno estrusione) |
Finitura di superficie | Più voti, richiede revisione | Aspetto più pulito, segni ridotti |
Navigazione geometrica | Linee solo rette, non possono attraversare gli ostacoli | I rami curvano attorno alla geometria |
Robustezza strutturale | Ottimo per grandi sbalzi piani | Meno efficace per grandi superfici piatte |
Difficoltà di rimozione | Moderato a impegnativo | È più facile, soprattutto con i rami sottili |
Velocità calcolata automaticamente | Rapido | Leggermente più lento |
Caso d'uso ideale | Sbalzi piatti, parti funzionali | Sovrapposizioni ripide, componenti in miniatura, geometrie complesse |
Vantaggi dell'uso dei supporti ad albero
Se sei ancora indeciso, ecco una panoramica chiara dei vantaggi concreti dei supporti ad albero.
1. Superficie più Pulita
Un punto di contatto più ridotto significa una minore area in cui il supporto si fonde al modello. Su superfici visibili come i volti dei personaggi, i dettagli in rilievo e le aree testurizzate, questa è la differenza tra una stampa pulita e una che richiede ore di levigatura e stuccatura.
2. Meno post-produzione
Meno segni = meno tempo con bisturi da modellismo, carta vetrata o stucco. Per le stampe di produzione dove si desidera ridurre al minimo il lavoro di finitura, i supporti ad albero riducono significativamente i tempi di post-produzione.
3. Minori costi di materiale e di tempo
Dal 30% al 50% in meno di filamento per lo stesso lavoro di supporto significa risparmi su un grande volume di stampa. Rami più sottili vengono anche estrusi più velocemente, quindi i tempi di stampa migliorano anche considerando la generazione del percorso leggermente più complessa. Anche la scelta del giusto filamento per stampante 3D, influisce sull'adesione e il distacco dei supporti.
4. Accesso a geometrie difficili da raggiungere
I supporti ad albero possono adattarsi attorno alle caratteristiche del modello. I supporti standard non possono. Se la tua stampa presenta cavità interne, strapiombi situati sotto altri strapiombi o elementi critici per le interferenze, i supporti ad albero sono spesso l'unica opzione praticabile. Per i modelli che partono da immagini, la nostra guida alla conversione da immagine a STL spiega come ottenere file pronti per la stampa prima di dover gestire i supporti. Oppure salta completamente il passaggio di modellazione: , può generare modelli 3D pronti per la stampa a partire da testo o immagini, esportati come STL o OBJ con una topologia di mesh pulita che genera slice senza problemi imprevisti.
5. Rimozione più facile
Il piccolo punto di contatto si stacca in modo più netto con una forza rotazionale rispetto a un blocco di supporto largo. La tecnica chiave: torcere, non tirare. Una volta imparato questo, la rimozione dei supporti ad albero è notevolmente più veloce.
Quando Utilizzare i Supporti ad Albero
Non tutte le stampe richiedono supporti ad albero. Ecco uno schema pratico:
Utilizza i supporti ad albero quando:
- Stampa di miniature o modellini con mantelli sollevati, braccia sollevate, ali, capelli e dettagli del viso. Il piccolo punto di contatto mantiene il tuo lavoro di precisione.
- Gli strapiombi sono ripidi (superiori a 55° dalla verticale). I supporti standard sono progettati per angoli moderati. Le sporgenze in pendenza accentuata richiedono la portata direzionale offerta dai rami.
- La finitura superficiale è importante. Qualsiasi stampato da visualizzare beneficia di superfici di contatto più pulite.
- Il modello ha una geometria complessa o cavità interne. I rami degli alberi si estendono dove righe e colonne non riescono ad arrivare.
- Vuoi ridurre il tempo di post-elaborazione. Se stampi in grande volume, il tempo risparmiato per ogni stampa si somma rapidamente.
Affidati ai supporti tradizionali quando:
- L'aggetto è largo e piatto. Rami d'albero su una superficie piana creano più punti di contatto rispetto a una struttura a griglia. Utilizzare supporti lineari o reticolari per grandi superfici piane.
- I carichi strutturali sono importanti.Per parti funzionali sottoposte a sollecitazioni elevate, i reticoli lineari fitti sono meccanicamente superiori.
- Il tuo slicer si blocca. Cura presenta bug noti con i supporti ad albero e lo slicing di più modelli. Utilizza supporti lineari o prova PrusaSlicer.
Ottimizzazione delle Impostazioni dei Supporti ad Albero
Abilitare le funzionalità ad albero è semplice. Ottimizzarle richiede di comprendere alcuni parametri fondamentali. Questi sono gli aspetti realmente importanti.
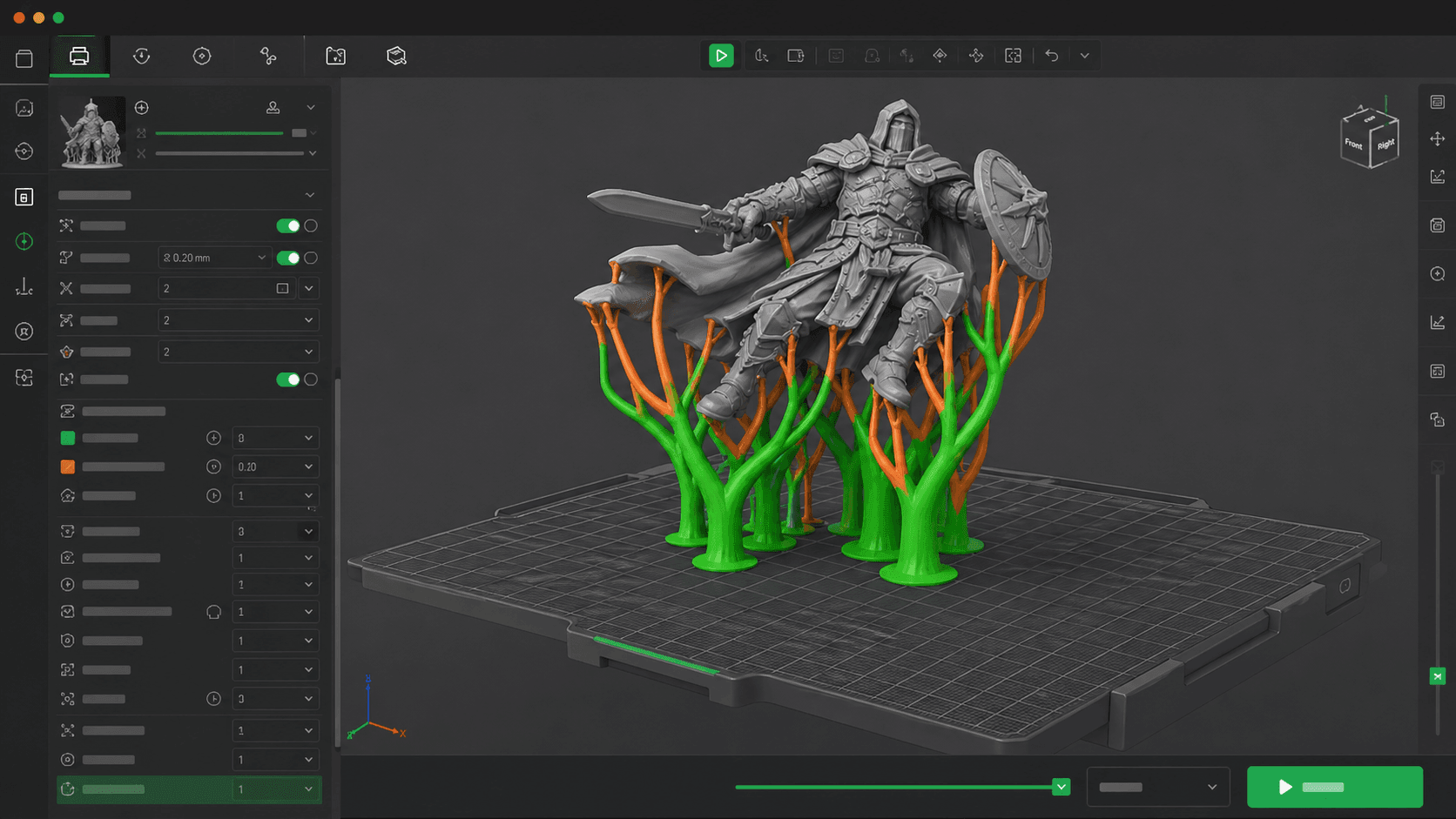
Impostazioni Cura
Attiva Supporti ad Albero: Impostazioni → Configura visualizzazione → seleziona "Tutti" → Supporto → Tipo di supporto → seleziona Albero → abilita Genera supporto
Angolo del ramo di sostegno (il più importante)
Regola quanto si inclinano i rami. Valori più alti = più verticali = più stabili ma più difficili da raggiungere sotto una geometria ripida. Valori più bassi = più inclinati = migliore accessibilità ma rami più sottili.
- Impostazione predefinita: 50°
- Miniature ad alto dettaglio: 40–50°
- Parti funzionali: 50–60°
Diametro del Ramo di Supporto
Lo spessore del tronco alla base. Troppo sottile = rischio di crollo. Troppo spesso = spreco di materiale, più difficile da rimuovere.
- Impostazione predefinita: 2 mm
- Miniatura o prodotti cosmetici: 1–1,5 mm
- Parti funzionali: 2–3 mm
Angolo di inserzione del ramo secondario
Controlla la velocità di rampatura. Un valore più elevato significa una rampatura più rapida, punte più sottili, stampe più pulite,ma rami più deboli. Il valore predefinito funziona per la maggior parte delle stampe. Non modificarlo a meno che tu non stia risolvendo un problema specifico.
Tetto di supporto e pavimento di supporto
Queste piastre aggiungono una piastra orizzontale tra il supporto e il modello. Aumentano l'area di contatto, il che significa una migliore adesione ma più lavoro di pulizia.
- Imposta a 0 mm per miniature e stampe decorative: basandosi esclusivamente sulle punte dei rami
- Regolare tra 0,2 e 0,4 mm per parti funzionali con grandi sporgenze piatte dove l'adesione tra gli strati è un aspetto importante
Consiglio: Se i supporti ad albero vengono generati ma non raggiungono il modello (galleggiano nell'anteprima), aumenta l'Angolo di Ramificazione a 50–60°. Se non funziona, prova a ruotare il modello.
Configurazioni di PrusaSlicer
PrusaSlicer definisce i supporti ad alberoOrganici (Impostazioni di stampa → Supporti → Tipo: Organico).
Parametri chiave:
- Angolo del ramo di sostegno naturale: Valore 45–55° di default. Adattare in base alla pendenza della sporgenza.
- Diametro del ramo portante naturale (alla base): Larghezza del tronco, equivalente al Diametro del Ramo di Cura.
- Diametro del ramo portante organico (superiore):Larghezza della punta, regola la grandezza del punto di contatto.
I supporti organici di PrusaSlicer tendono a generare strutture di rami leggermente più pulite per geometrie complesse. Se Cura ha difficoltà con un modello specifico, vale la pena provare PrusaSlicer. Consulta la documentazione sui supporti organici di PrusaSlicer per i dettagli completi sui parametri.
Impostazioni di Bambu Studio
Supporto → Attiva supporto → Tipo di supporto: Albero (Auto)
L'implementazione di Bambu è più automatica. La modalità "Auto" si occupa della maggior parte dell'ottimizzazione al posto tuo. Le impostazioni sono disponibili in Supporti → Impostazioni Specifiche Supporti ad Albero:
- Angolo del ramo: quanto si inclinano i rami
- Diamétro della punta: controlla la dimensione del punto di contatto
- Spessore della parete: aggiunge un rivestimento intorno alla struttura ad albero per stabilizzarla
I supporti ad albero di Bambu sono particolarmente aggressivi nel ridurre al minimo i punti di contatto, il che è eccellente per la finitura superficiale. Consulta la guida alle impostazioni dei supporti di Bambu Studio per raccomandazioni specifiche in base al modello.
Rimuovere i supporti da una stampa 3D
I supporti a struttura arborea sono più facili da rimuovere rispetto ai supporti tradizionali, ma la tecnica conta.
Lascia raffreddare prima la stampa. Il PLA freddo si spezza nettamente. Il PLA caldo è gommoso e si allunga. Alcune persone mettono le stampe nel congelatore per 10 minuti prima di rimuoverla. Funziona davvero.
Gira, non tirare. Afferra il ramo vicino al punto di contatto e applica una torsione. La piccola punta si stacca in modo più netto ruotando piuttosto che tirando dritto.
Usa lo strumento giusto:
- Rami sottili: tronchesina o cesoie
- Mascelle più spesse: pinze a becco lungo
- Residui di attaccatura: cutter affilato o carta abrasiva fine
Per punti di contatto resistenti: Scalda brevemente l'area con una pistola termica, quanto basta per ammorbidire il materiale di supporto senza danneggiare il modello. Poi prova a ruotare di nuovo.
L'errore più grande: Fretta. Forzare il distacco del supporto dalla superficie dei chip. Se non si stacca, necessita di più tempo, più calore o di una angolatura diversa.
Guida alla Risoluzione dei Problemi Comuni del Supporto ad Albero
Branch che non raggiungono il modello
Nella quasi totalità dei casi si tratta di un problema di Angolo del ramo. Se l'angolo è impostato troppo basso (troppo ridotto), i rami non riescono a raggiungere superfici con forte pendenza prima di esaurire lo spazio. Aumentalo a 50–60° e ricalcola lo slice. Se non funziona, cambia l'orientamento del modello.
Cedimento dei supporti ad albero durante la stampa
Il diametro del tronco è troppo sottile per sostenere il carico. Aumenta il Diametro del ramo di supporto di 0,5–1 mm. Controlla anche: il primo strato viene stampato correttamente? Una scarsa adesione del primo strato si propaga attraverso l'intera stampa e rende più probabile il collasso del supporto.
Cura va in crash quando si utilizzano supporti tree
Questo è un bug noto in Cura. I supporti ad albero combinati con più modelli sul piatto di stampa possono causare crash o la generazione di supporti errata. Soluzioni:
- Elabora i modelli uno alla volta
- Passa a PrusaSlicer or Bambu Studio per quella stampa
- Utilizza supporti a linea tradizionali per stampe multimodello
Fusione del Supporto alla Superficie del Modello
È di solito causato da uno dei due fattori:
- Area di tocco eccessiva.Riduci il diametro della punta nelle impostazioni dello slicer.
- Stampato a temperatura troppo elevata. Ridurre la temperatura dell'ugello di 5–10°C. Il PLA a 200°C fonde in modo più fluido che a 190°C.
- Raffreddamento insufficiente. Aumentare la velocità della ventola di raffreddamento per gli strati di supporto.
Finitura Superficiale Ruvida sulle Aree Supportate
Anche i pali di sostegno degli alberi possono lasciare segni. Se vedi ancora della ruvidità:
- Assicurati Sostegno tetto / solaio è impostato su 0 mm (nessun piatto a contatto con il modello)
- RiduciSpessore parete interfaccia di supporto se disponibile nel tuo slicer
- Orienta il modello in modo che la superficie più dettagliata sia rivolta verso l'utentelejos dal piano di stampa. Le superfici rivolte verso l'alto mostrano il maggior numero di tracce dei supporti.
Migliorare la stabilità e l'integrità strutturale
I supporti ad albero sono più deboli dei supporti tradizionali sotto carichi pesanti. Ecco come sfruttarli al meglio quando la resistenza è fondamentale.
Aumentare il diametro del tronco. La base è la parte che sopporta il carico maggiore. Passare da 2 mm a 3 mm di diametro del tronco comporta un aumento significativo della capacità di carico, con un costo del materiale minimamente maggiore.
Aggiungi una struttura di sostegno superiore per grandi aree piatte. Una sottile piastra orizzontale (0,2–0,4 mm) distribuisce il carico in modo più uniforme sulle aree a sbalzo piatte dove le sole estremità dei rami potrebbero deformarsi sotto pressione.
Inclina leggermente il piano di costruzione. La maggior parte degli slicer permettono di inclinare il modello. Un leggero angolo di inclinazione (5–15°) cambia quali superfici richiedono supporto e spesso riduce la quantità totale di supporto richiesto.
Usa un materiale più robusto per i supporti. Se la tua stampante ha doppia estrusione, stampare i supporti in un materiale diverso (ad esempio, supporti in PETG per stampe in PLA, o PVA solubile per stampe in PLA) permette di rimuoverli chimicamente o termicamente senza applicare forza meccanica che potrebbe danneggiare la superficie del pezzo.
Semplificare la rimozione dell'assistenza
Oltre alla tecnica di base di avvitamento, questi metodi rendono la rimozione più rapida e sicura:
Ottimizza prima la dimensione del punto di contatto. Questa è l'impostazione che ha l'impatto maggiore sulla difficoltà di rimozione dei supporti. Contatto più piccolo = distacco più pulito. La maggior parte degli slicer consente di impostarlo direttamente.
Riduci la densità dei supporti. Più supporti = più punti di adesione = più danni superficiali. Per i supporti ad albero, una densità del 10–15% è sufficiente per la maggior parte delle stampanti. Aumenta la densità al 15–20% solo per sporgenze molto inclinate. Oltre questo valore è generalmente controproducente.
Orienta il modello in modo strategico. Le superfici più vicine al piano di stampa (rivolte verso il basso) necessitano sempre del maggiore supporto e presenteranno sempre i segni più visibili. Orienta il modello in modo che le superfici più critiche siano rivolte verso l'alto o lateralmente, dove i supporti ad albero possono raggiungerle con angoli di incidenza ridotti e un contatto minimo.
Per le stampe in resina: i supporti ad albero nella resina servono a ottimizzare l'angolo di trazione e ridurre le forze di risucchio, non a fornire supporto strutturale. Le impostazioni in ChiTuBox, Lychee Slicer e nella modalità resina di PrusaSlicer dovrebbero dare priorità ai fori di drenaggio e alla modellazione cava per eliminare completamente i supporti interni ove possibile. Per gli utenti FDM che scelgono la loro prima stampante, la nostra guida alle migliori stampanti 3D per bambini presenta modelli chiusi e sicuri che funzionano bene anche per stampe con molti supporti.
Riduzione degli Scarti di Materiale e Prevenzione della Fusione
Riduzione dei materiali
I supporti per gli alberi sono già efficienti di progettazione, ma puoi spingerti oltre:
- Inizia con la configurazione del modello. Un'inclinazione di 45° spesso riduce il volume totale dei supporti più di qualunque altra regolazione. Se il tuo modello è in formato 3MF, consulta la nostra Guida alla conversione da 3MF a STL è necessario prima convertirlo in un formato compatibile con lo slicer.
- Utilizza il diametro del ramo più sottile che sia pratico utilizzare.Per le miniature: 1–1,2 mm è spesso sufficiente. Più sottile significa meno materiale e stampa più veloce.
- Disabilita sostegni per soffitto/pavimento a meno che non ti servano specificamente per l'adesione degli strati.
Prevenire l'unione dei supporti
L'unione avviene quando il materiale di supporto aderisce alla superficie del modello, solitamente a causa di calore eccessivo, pressione o raffreddamento insufficiente.
- Ridurre la temperatura dell'ugello inferiore di 5–10 °C per ridurre la tendenza all'adesione
- Aumentar la velocidad del ventilador de refrigeración per gli strati di sostegno (50–100% per PLA)
- Riduci lo spessore dello strato per l'interfaccia di supporto quindi strati più sottili si raffreddano più velocemente
- Aggiungi una separazione: Alcuni affettatrici consentono di impostare un Z间隙 (offset verticale) tra il supporto e la superficie del modello. Anche solo 0,1 mm riduce la fusione senza compromettere l'efficacia del supporto.
Generare modelli 3D compatibili con i supporti con Triverse AI
Ecco qualcosa che la maggior parte delle guide all'assistenza tralascia: è il modello stesso a decidere quanto supporto è necessario.
Una mesh con spigoli non manifolds, normali invertite o auto-intersezioni interne costringe lo slicer a generare supporti in posizioni inappropriate. Si finisce per combattere contro la geometria invece di ottimizzarla. Una topologia della mesh pulita permette allo slicer di calcolare correttamente gli angoli di sbalzo, generare supporti solo dove necessario e ottenere risultati più puliti con minore spreco di materiale.
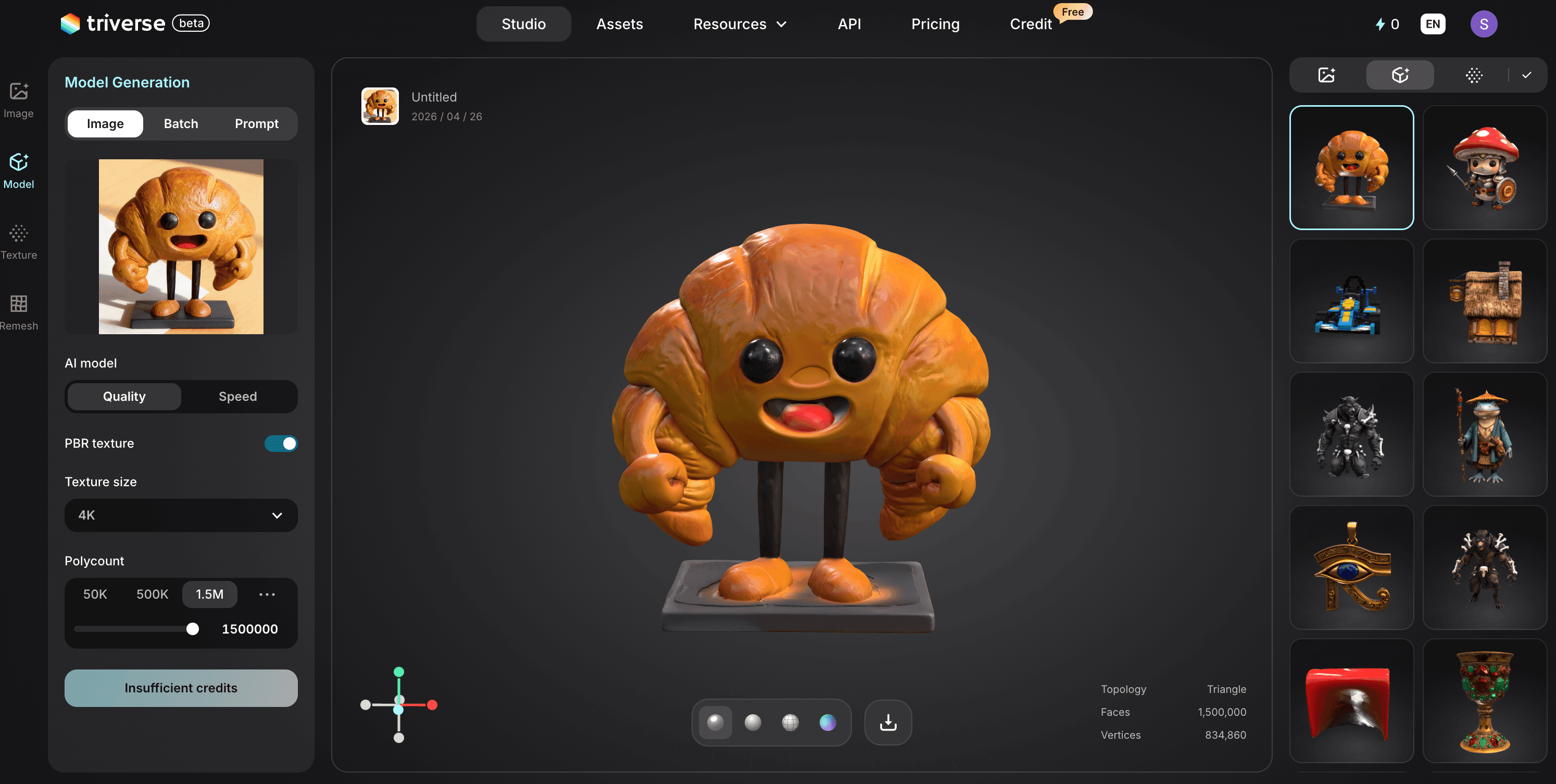
Questo è il punto in cui Triverse AI si inserisce nel flusso di lavoro della stampa 3D. Puoi generare un modello 3D da una descrizione testuale o da una singola immagine di riferimento, e la maggior parte delle esportazioni risulta sufficientemente pulita per essere affettate senza ulteriori operazioni di riparazione. Per geometrie complesse o altamente dettagliate, potresti comunque voler verificare e rifinire la mesh in Blender, ma la maggior parte delle operazioni di pulizia è gestita automaticamente al posto tuo.
Perché la qualità della mesh è importante per le strutture di supporto:
- I mesh stagni vengono sezionati nettamente. Nessun vuoto, nessuna faccia capovolta, nessuna struttura di supporto nascosta che appaiono dove non dovrebbe.
- Topologia pulita = sporgenze prevedibili.Lo slicer calcola con precisione gli angoli di sbalzo. Il supporto viene generato solo dove la geometria ne ha effettivamente bisogno.
- Esporta formato STL e l'OBJ. Triverse genera formati standard compatibili con Cura, PrusaSlicer e Bambu Studio. Trascina il file nel tuo slicer, attiva i supporti ad albero e via.
- Meno tempo a riparare, più tempo a stampare. Per chiunque abbia passato un'ora a correggere una mesh scaricata solo per scoprire che continua a generare supporti difettosi, questo è l'ostacolo principale che viene risolto.
Se stai stampando miniature, componenti per giochi da tavolo o oggetti decorativi (gli ambiti specifici in cui i supporti ad albero (tree supports) eccellono), partire da un modello pulito elimina un'intera categoria di problemi legati ai supporti prima ancora che si presentino.
Domande frequenti sui supporti ad albero
Qual è la differenza tra supporti ad albero e supporti organici?
Sono la stessa cosa. Cura li chiama "Supporti ad albero". PrusaSlicer li chiama "Supporti organici". Bambu Studio li chiama "Albero (Auto)". L'algoritmo sottostante è simile in tutti e tre: i rami crescono dal piano di stampa verso il modello, assottigliandosi man mano che si estendono, e toccano solo in punti di contatto minimi.
I supporti ad albero usano meno materiale rispetto ai supporti tradizionali?
I supporti ad albero utilizzano tipicamente il 30–50% in meno di filamento rispetto ai supporti lineari o a griglia equivalenti per lo stesso lavoro, perché sono più sottili e toccano solo dove necessario. Ciò significa anche tempi di stampa più rapidi e un costo materiale inferiore per stampa.
I supporti ad albero possono sostenere sporgenze piatte?
Non sono ideali per grandi sporgenze piatte. I rami degli alberi su una superficie piatta creano molteplici punti di contatto, l'opposto di ciò che si desidera. Per ampie sporgenze piatte, utilizzare supporti lineari o a griglia tradizionali. I supporti ad albero eccellono per sporgenze ripide e complesse.
Perché i miei supporti ad albero non raggiungono il modello?
Molto probabilmente l'angolo del ramo è impostato troppo basso. Aumentarlo a 50–60° e riaffettare. Se ciò non funziona, provare a ruotare il modello su un angolo diverso. L'orientamento spesso conta più di qualsiasi impostazione.
I supporti ad albero sono abbastanza resistenti per parti funzionali?
Sono più deboli dei densi supporti lineari per grandi sporgenze piatte sotto carico. Per parti funzionali con sporgenze ripide o complesse, i supporti ad albero possono funzionare bene con un diametro del ramo più spesso. Per grandi sporgenze piatte funzionali: utilizzare supporti lineari o a griglia.
Come posso minimizzare i segni dei supporti su stampe dettagliate?
Ecco tre accorgimenti: usare supporti ad albero con un piccolo diametro del ramo (1–1,5 mm), impostare tetto/pavimento del supporto a 0 mm in modo che tocchi solo la punta del ramo e orientare il modello in modo che le superfici più dettagliate siano rivolte lontano dal piano di stampa.
Qual è il miglior slicer per i supporti ad albero?
I supporti organici di PrusaSlicer tendono a generare le strutture di rami più affidabili per geometrie complesse. Bambu Studio è eccellente e più automatizzato. Cura funziona bene ma ha bug noti con i supporti ad albero e modelli multipli. Tutti e tre sono validi. Se uno ti dà problemi su un modello specifico, provane un altro.
Posso usare i supporti ad albero con più modelli sul piano di stampa?
Cura ha bug noti con i supporti ad albero + modelli multipli (crash, generazione errata). Affetta un modello alla volta oppure passa a PrusaSlicer o Bambu Studio per stampe con modelli multipli.
Conclusione
Supporti ad albero non rappresentano una sostituzione universale. Sono uno strumento specializzato. Per miniature, geometrie complesse e stampe che richiedono un'elevata finitura superficiale, superano i supporti lineari e a griglia. Per grandi sporgenze piane estese, i supporti tradizionali rimangono la scelta migliore.
L'abilità sta nel sapere quando usarli. La maggior parte degli slicer rende il passaggio banale e la differenza nei tempi di post-elaborazione è immediata. Prova i tree supports nella tua prossima stampa con sbalzi ripidi. Dieci minuti di impostazione e saprai subito se è lo strumento giusto. E se vuoi saltare la fase di modellazione e passare direttamente all'affettatura, Triverse AI genera modelli 3D pronti per la stampa da un prompt di testo o da una singola immagine, esportati come STL con mesh pulita.