Estruturas de Suporte em Impressão 3D: Um Guia Completo (2026)
Aprenda como funcionam os suportes de árvore na impressão 3D, quando usá-los ao invés dos suportes tradicionais e como configurar as definições no Cura, PrusaSlicer e Bambu Studio para obter impressões mais limpas com menos material.
26 de abril de 2026
Você terminou uma miniatura que levou seis horas para ser esculpida. Parecia perfeita no fatiador. Então você removeu os suportes, e metade do rosto descolou junto.
Suportes tipo árvore servem para preencher essa lacuna. Em vez de colunas verticais que tocam tudo sob uma saliência, eles crescem como galhos. Alcançam onde necessário e tocam o mínimo. Este guia aborda como funcionam, quando são melhores que os suportes tradicionais, como configurá-los e como evitar problemas comuns.
O que são suportes em árvore na impressão 3D?
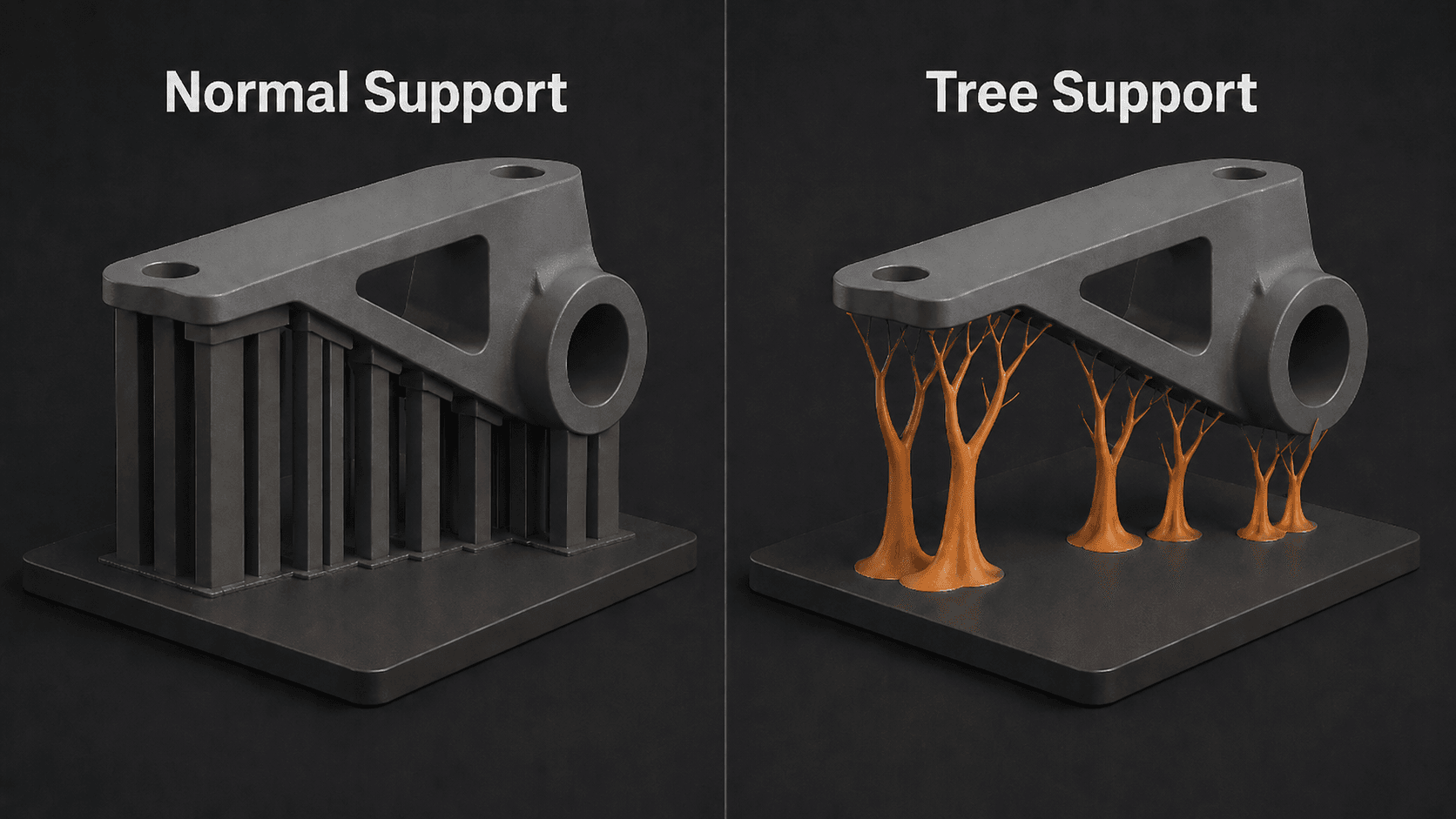
Os suportes de árvore são uma estrutura de suporte gerada pelo seu fatiador (slicer). Os suportes padrão em linha ou grade são colunas verticais colocadas em um padrão uniforme sob saliências (overhangs). Os suportes de árvore adotam uma abordagem diferente: eles crescem para cima a partir da plataforma de impressão como ramos.
O design é funcional: um tronco espesso na base, onde a tensão mecânica é maior, afinando progressivamente à medida que o suporte se estende em direção ao modelo. As extremidades dos ramos fazem contato com o modelo em pontos únicos, e não em superfícies inteiras. Se você é novo em processos de trabalho de impressão 3D, confira nosso guia sobre o melhor software CAD para impressão 3D para garantir que seus modelos estejam prontos para imprimir antes de sequer chegar aos suportes.
Isto é importante porque:
- Área de contato reduzida = menos marcas no modelo.O Padrão permite o contato com tudo abaixo de uma saliência. A Árvore permite o contato apenas com as partes que necessitam de suporte.
- Alcance direcionado. Como cada ramo cresce independentemente, o suporte em árvore pode contornar a geometria do modelo que bloquearia uma coluna vertical.
- Menos material, impressões mais rápidas. Ramos mais finos expelem menos filamento. Documentação do Cura registra redução de até 50% no uso de materiais em alguns casos.
A contrapartida: os suportes em árvore são estruturalmente mais fracos do que grades de linhas densas. Para balanços maciços e planos onde a distribuição de carga é importante, nem sempre são a escolha certa.
Como os Suportes Tipo Árvore Diferem dos Suportes Convencionais
A diferença fundamental resume-se à geometria e à estratégia de contato.
Os suportes normais (linha, grade ou hexagonal) geram colunas verticais em um padrão repetitivo. Eles são robustos, calculados rapidamente e previsíveis. O problema: eles suportam tudo abaixo de uma saliência, seja necessário ou não. Eles também criam grandes áreas de contato que resultam em marcas visíveis.
Os suportes em árvore utilizam uma abordagem diferente. Cada suporte se estende como uma estrutura única da placa de construção até um ponto de contato específico no modelo. O algoritmo determina o caminho ideal, considerando a geometria do modelo, e o resultado é uma estrutura adaptada especificamente para essa impressão, em vez de uma grade genérica aplicada uniformemente.
A diferença prática para a maioria dos usuários:
- O padrão oferece: mais marcas, maior uso de material, mais difícil de retirar de espaços restritos, melhor para grandes salientes planos
- Suportes em árvore: menos marcas, menos material, melhor adaptação a geometrias complexas, remoção mais fácil
A escolha não se trata de um ser universalmente melhor. É sobre adequar o tipo de suporte à geometria da peça impressa.
Tabela de Comparação: Suportes em Forma de Árvore vs. Suportes Tradicionais
Fator | Apoios Tradicionais | Suportes Tipo Árvore |
Zona de contato | Grelha grande e uniforme | Pequenos pontos de contato individuais |
Consumo de materiais | Superior | 30–50% menos |
Velocidade de impressão | Padrão | Mais rápido (menos material extrudado) |
Acabamento superficial | Mais manchas, precisa de limpeza | Mais limpa, riscos mínimos |
Navegação da geometria | Somente linhas retas, obstruídas por obstáculos | Ramos curvam-se à volta da geometria |
Força estrutural | Excelente para grandes beirais planos | Menos eficaz para grandes superfícies planas |
Dificuldade de remoção | Moderado a difícil | Mais fácil, especialmente em galhos finos |
Velocidade calculada | Rápido | Um pouco mais lento |
Caso de uso ideal | Beirais retos, componentes funcionais | Saliências íngremes, peças em miniatura, componentes complexos |
Vantagens da Utilização de Suportes em Forma de Árvore
Se você ainda está em dúvida, aqui está um resumo claro do que os suportes em árvore oferecem.
1. Acabamento de Superfície Mais Limpo
O ponto de contato reduzido significa menos área para o suporte aderir ao modelo. Em superfícies visíveis, como rostos de personagens, detalhes em relevo e áreas texturizadas, essa é a diferença entre um acabamento limpo e uma peça que requer horas de lixagem e preenchimento.
2. Menos pós-processamento
Menos marcas = menos tempo com um cortador de precisão, lixa ou massa de preenchimento para impressão 3D. Para impressões para produção em que se quer minimizar o trabalho de acabamento, os suportes em árvore reduzem significativamente o gargalo no pós-processamento.
3. Redução de custos de material e tempo
30–50% menos de filamento para o mesmo trabalho de suporte significa economia em um grande volume de impressão. Galhos mais finos também extrudem mais rápido, então os tempos de impressão melhoram mesmo considerando a geração de caminhos ligeiramente mais complexos. Escolher o filamento para impressora 3D certo também afeta como os suportes aderem e se desprendem.
4. Acesso à Geometria de Difícil Acesso
Os suportes em árvore podem contornar os elementos do modelo. Os suportes padrão não conseguem. Se sua impressão possui cavidades internas, balanços sob balanços ou elementos com tolerâncias críticas, os suportes em árvore são frequentemente a única opção prática. Para modelos que partem de imagens, nosso guia de conversão de imagem para STL aborda como obter arquivos prontos para impressão antes de se preocupar com suportes. Ou pule completamente a etapa de modelagem: , pode gerar modelos 3D prontos para impressão a partir de texto ou imagens, exportados como STL ou OBJ com topologia de malha limpa que se fatiam sem surpresas.
5. Mais Fácil de Remover
O ponto de contato pequeno se desprende de maneira mais limpa com movimento de torção do que um bloco de suporte largo. A técnica principal: torça, não puxe. Depois que você pegar o jeito, a remoção do suporte tipo árvore fica visivelmente mais rápida.
Quando usar suportes de árvore
Nem toda impressão precisa de suportes tipo árvore. Aqui está um guia prático:
Use suportes tipo árvore quando:
- Impressão de miniaturas ou figuras com capas, braços erguidos, asas, cabelo e detalhes faciais. O pequeno ponto de contato preserva o seu trabalho minucioso.
- Os beirais são íngremes (ângulo superior a 55° em relação à vertical). Os suportes padrão são projetados para ângulos moderados. Sobresalientes íngremes exigem o alcance orientado dos galhos.
- O acabamento de superfície faz a diferença. Qualquer impressão destinada a ser vista ganha com um contacto mais nítido.
- O modelo apresenta geometria complexa ou vazios internos. Galhos se desdobram onde as colunas da linha não chegam.
- Você deseja minimizar o tempo de pós-processamento. Se você imprimir em grande volume, o tempo economizado por impressão se multiplica rapidamente.
Opte pelos suportes tradicionais quando:
- A saliência é extensa e plana. Galhos de árvore sobre uma superfície plana criam mais pontos de contacto do que uma grade. Utilize suportes em linha ou grade para grandes superfícies planas.
- A carga estrutural faz diferença. Para peças funcionais sob carga significativa, malhas de linhas densas apresentam melhor desempenho mecânico.
- Seu fatiador continua travando.O Cura possui bugs conhecidos com suportes em árvore combinados com fatiamento de múltiplos modelos. Use suportes em linha ou experimente o PrusaSlicer.
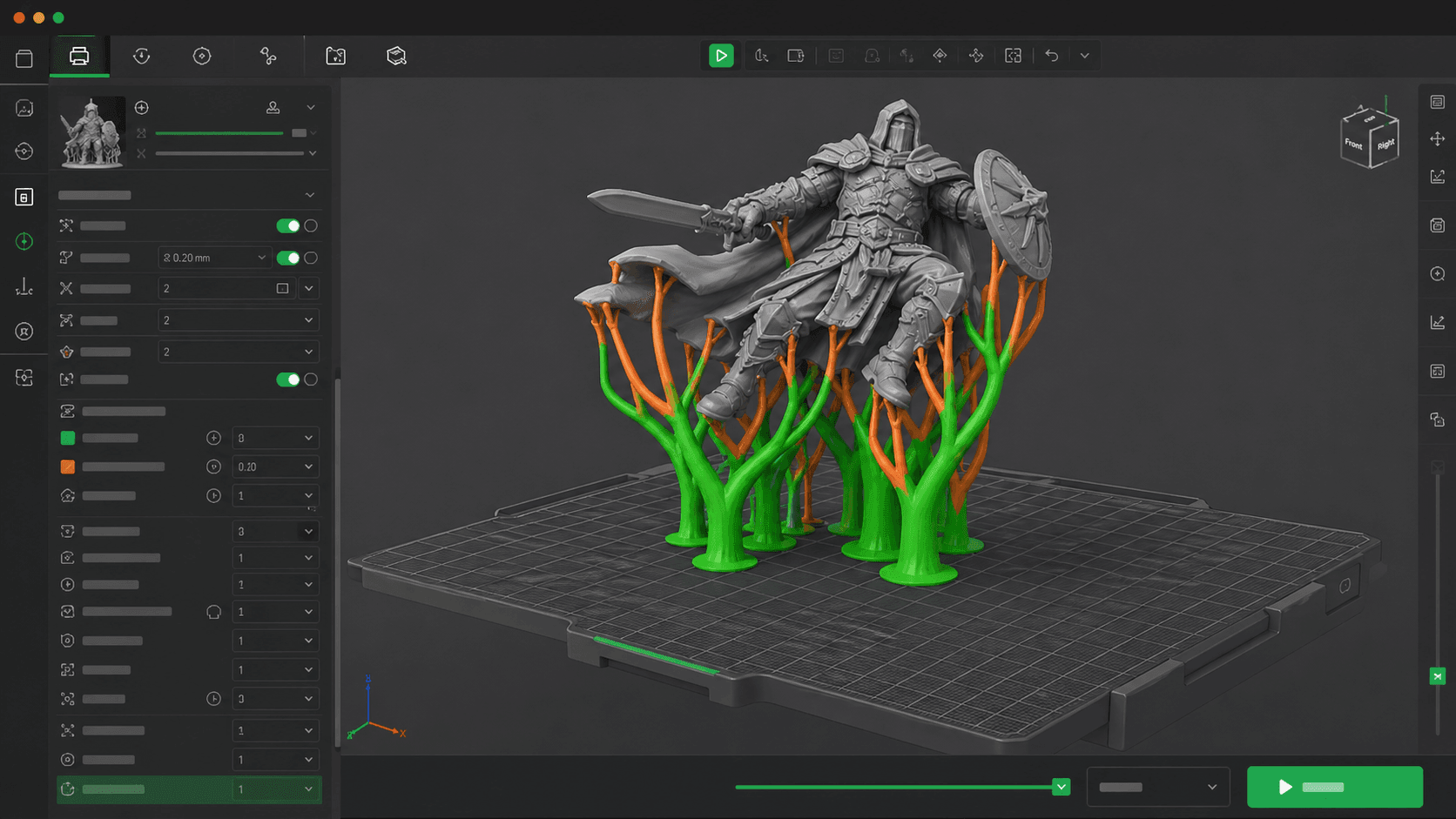
Otimização das Configurações de Suportes de Árvore
Ativar o suporte de árvore é fácil. Calibrá-las adequadamente exige entender algumas configurações-chave. Veja o que realmente importa.
Configurações do Cura
Suportes em Árvore: Configurações → Definir Visibilidade → selecionar "Todos" → Suporte → Tipo de Suporte → selecionar "Árvore" → habilitar Gerar Suportes
Ângulo do Ramo de Suporte (mais importante)
Define o quanto os galhos se inclinam. Valores mais altos = mais verticais = mais estáveis, mas mais difíceis de alcançar em geometrias íngremes. Valores mais baixos = mais inclinados = melhor alcance, mas galhos mais finos.
- Valor padrão: 50°
- Miniaturas detalhadas: 40–50°
- Componentes funcionais: 50–60°
Diâmetro do Galho de Suporte
A largura da base do tronco. Muito estreita = risco de colapso. Muito grossa = desperdício de madeira, mais difícil de remover.
- Predefinição: 2mm
- Miniaturas / itens decorativos: 1–1,5 mm
- Partes funcionais: 2–3mm
Ângulo do Ramo de Suporte
Controla a velocidade de afunilamento. Um valor mais alto significa afunilamento mais rápido, pontas mais finas, impressões mais limpas,mas e ramificações mais fracas. A configuração padrão funciona para a maioria das impressões. Não ajuste a menos que esteja solucionando um problema específico.
Telhado de Apoio e Piso de Apoio
Eles adicionam uma base horizontal entre o suporte e o modelo. Isso aumenta a área de contato, o que significa melhor adesão, mas exige mais limpeza.
- Configurar para 0 mm para miniaturas e impressões decorativas: baseie-se exclusivamente nas pontas dos ramos
- Defina para 0,2–0,4mm para peças funcionais com grandes partes suspensas planas onde a adesão entre camadas é crítica
Dica: Se os suportes em árvore estiverem sendo gerados, mas não alcançando o modelo (flutuando na visualização), aumente o Ângulo do Ramo para 50–60°. Se isso não funcionar, tente rotacionar o modelo.
Configurações do PrusaSlicer
O suporte em árvore do PrusaSlicer suportaSuportes Orgânicos (Configurações de Impressão → Suportes → Tipo: Orgânico).
Parâmetros-chave:
- Ângulo do braço de suporte orgânico: 45–55° padrão de fábrica. Ajuste conforme a inclinação do saliente.
- Diâmetro do ramo de sustentação (base):Espessura do tronco, equivalente ao Diâmetro do Galho no Cura.
- Diâmetro do ramo de sustentação natural (superior): A largura da ponta/ápice, determina o tamanho do ponto de contato.
Os suportes orgânicos do PrusaSlicer tendem a gerar estruturas de ramificação ligeiramente mais limpas para geometria complexa. Se o Cura estiver apresentando problemas em um modelo específico, vale a pena experimentar o PrusaSlicer. Consulte a documentação dos suportes orgânicos do PrusaSlicer para obter detalhes completos de todos os parâmetros.
Configurações do Bambu Studio
Suportes → Ativar Suportes → Estilo de Suporte: Árvore (Auto)
A implementação da Bambu é mais automatizada. O modo "Auto" cuida da maior parte da otimização para você. As configurações estão emSuportes → Configurações Específicas de Suporte em Árvore:
- Ângulo do galho: quão curvam-se os galhos
- Diâmetro da ponta: controla o tamanho do ponto de contato
- Espessura da parede: adiciona um revestimento ao redor da estrutura da árvore para maior estabilidade
Os suportes tipo árvore da Bambu são particularmente rigorosos na minimização de pontos de contato, o que é excelente para o acabamento de superfície. Consulte guia de configurações de suportes do Bambu Studio para recomendações específicas do modelo.
Como Remover Suportes Tipo Árvore de uma Peça Impressa em 3D
Os suportes em árvore são mais fáceis de remover do que os suportes tradicionais, mas a técnica utilizada faz diferença.
Deixe a impressão esfriar primeiro. O PLA frio se quebra de forma limpa. O PLA morno é macio e estica. Algumas pessoas colocam as impressões no freezer por 10 minutos antes de removê-las. Isso funciona mesmo.
Torça, não puxe.Segure o galho próximo ao ponto de fixação e aplique um movimento de torção. A pequena ponta desprende-se de forma mais limpa com uma torção do que com uma tração direta.
Utilize a ferramenta certa:
- Ramos finos: cortadores rentes ou alicates de corte
- Troncos mais espessos: alicate de bico longo
- Restos de rebarbas: estilete afiado ou lixa de grão fino
Para pontos de contato resistentes: Aqueça a área brevemente com uma pistola de calor, apenas o suficiente para amolecer o material de suporte sem afetar o modelo. Em seguida, torça novamente.
O maior erro: Pressa. Forçar a remoção do suporte da superfície dos componentes. Se não sair, é necessário mais tempo, mais calor ou um ângulo diferente.
Solução de Problemas Comuns em Suportes de Impressão 3D para Árvores
Galhos Que Não Alcançam o Modelo
Quase sempre um problema de Ângulo de Ramificação. Se o ângulo estiver definido muito baixo (muito raso), as ramificações não conseguem alcançar superfícies íngremes antes de ficarem sem espaço. Aumente para 50–60° e fatie novamente. Se isso não funcionar, gire a orientação do modelo.
Suportes de impressão 3D podem colapsar durante o processo de impressão
O diâmetro do eixo é muito fino para a carga. Aumente o Diâmetro do Ramo de SuporteDiâmetro do Ramo de Suporte em 0,5–1 mm. Além disso, verifique: a primeira camada está sendo impressa corretamente? Uma adesão deficiente da primeira camada afeta toda a impressão e aumenta a probabilidade de colapso do suporte.
Cura Falhando ao Usar Suportes em Árvore
Este é um erro conhecido no Cura. Suportes em árvore combinados com múltiplos modelos na base de impressão podem causar travamento do software ou geração incorreta de suportes. Soluções:
- Fatie os modelos um por vez
- Alternar para PrusaSlicer ou Bambu Studio para essa impressão
- Use estruturas de suporte tradicionais para impressões de múltiplos modelos
Fusão do Suporte na Superfície do Modelo
Normalmente causado por um destes dois fatores:
- Ponto de contato excessivo. Reduza o diâmetro do bico nas configurações do seu software de fatiamento.
- A impressão está muito quente. Reduza a temperatura do bico extrusor em 5–10°C. O PLA a 200°C derrete mais rapidamente do que a 190°C.
- Resfriamento insuficiente. Aumentar a velocidade do ventilador de arrefecimento para as camadas de suporte.
Acabamento de superfície rugoso em áreas com suporte
Até mesmo os suportes tipo árvore podem deixar marcas. Se você ainda notar aspereza:
- Certifique-se deTeto de suporte / laje está definido para 0mm (sem placa tocando o modelo)
- Experimente reduzir Espessura da parede da interface de suporte se disponível no seu slicer
- Oriente o modelo para que a superfície mais detalhada aponte para longe da plataforma de construção. As superfícies superiores apresentam o maior número de marcas de suporte.
Melhoria da Estabilidade e da Integridade Estrutural
Os suportes em árvore são mais fracos que os suportes tradicionais para cargas pesadas. Veja como extrair o máximo deles onde a força é crucial.
Aumente o diâmetro do tronco. A base suporta a maior carga. Passar de 2mm para 3mm de diâmetro do tronco aumenta significativamente a capacidade de suporte com um aumento mínimo de custo do material.
Adicione um suporte tipo teto para grandes áreas planas. Uma placa horizontal fina (0,2–0,4 mm) distribui a carga de forma mais uniforme sobre áreas em balanço onde apenas as extremidades dos suportes poderiam se deformar sob pressão.
Inclina levemente a placa de impressão. A maioria dos slicers permite inclinar o modelo. Um leve ângulo (5–15°) altera quais superfícies necessitam de suporte e, frequentemente, reduz o volume total de suporte necessário.
Use um material mais resistente para os suportes. Se sua impressora tem extrusão dupla, imprimir os suportes em um material diferente (por exemplo, suportes de PETG para impressões em PLA, ou PVA solúvel para impressões em PLA) permite a remoção química ou térmica sem forças mecânicas que possam danificar a superfície.
Simplificando a remoção de suporte
Além da técnica básica de torção, essas abordagens tornam a extração mais rápida e segura:
Otimize primeiro o tamanho do ponto de contato. Esta é a configuração que tem o maior efeito na dificuldade de remoção. Contato menor = quebra mais limpa. A maioria dos slicers permite definir isso diretamente.
Reduza a densidade dos suportes. Mais suportes = mais pontos de contato = mais danos na superfície. Para suportes do tipo árvore, 10–15% de densidade é suficiente para a maioria dos modelos impressos. Aumente para 15–20% apenas para balanços íngremes. Mais do que isso geralmente é contraproducente.
Oriente estrategicamente. As superfícies mais próximas da placa de construção (voltadas para baixo) sempre exigem o maior suporte e terão sempre as marcas mais visíveis. Oriente a peça de modo que suas superfícies mais críticas fiquem voltadas para cima ou para os lados, onde os suportes em árvore possam alcançá-las em ângulos rasos com contato mínimo.
Para impressões em resina: os suportes do tipo árvore em resina servem para otimizar o ângulo de separação e reduzir as forças de sucção, não para fornecer suporte estrutural. As configurações no ChiTuBox, Lychee Slicer e no modo de resina do PrusaSlicer devem priorizar furos de dreno e escavação para eliminar completamente os suportes internos sempre que possível. Para usuários de FDM que estão escolhendo sua primeira impressora, nosso guia das melhores impressoras 3D para crianças aborda opções com gabinete fechado e seguras que também funcionam bem para impressões com muitos suportes.
Redução de Desperdício de Material e Prevenção de Fusão
Uso de Menos Materiais
Os suportes tipo árvore já são eficientes por projeto, mas você pode otimizá-los ainda mais:
- Comece pelo posicionamento do modelo. Uma inclinação de 45° geralmente reduz o volume total de suporte mais do que qualquer configuração. Se o seu modelo estiver no formato 3MF, consulte nossa Guia de conversão de 3MF para STL para primeiramente transformá-lo em um formato compatível com slicer.
- Use o diâmetro de galho mais fino viável.Para miniaturas: 1 a 1,2 mm é geralmente suficiente. Mais fino = menos material, impressão mais rápida.
- Desativar suportes de telhado/pisoa menos que você precise especificamente deles para aderência entre camadas.
Prevenção da Fusão de Suporte
A fusão ocorre quando o material de suporte adere à superfície do modelo, geralmente causado por calor, pressão ou resfriamento insuficiente.
- Reduza a temperatura do bico inferior em 5–10°C para reduzir a tendência à aderência
- Aumentar a velocidade da ventoinha de refrigeração para camadas de apoio (50–100% para PLA)
- Diminua a altura da camada para a superfície de suporte então camadas mais finas resfriam mais rápido
- Adicionar um espaço: Algumas fatias permitem que o usuário defina um Z gap (deslocamento vertical) entre o suporte e a superfície do modelo. Mesmo o 0,1mm reduz a fusão sem comprometer a eficácia do suporte
Geração de Modelos 3D Otimizados para Suporte com Triverse AI
Aqui está algo que a maioria dos guias de suporte ignora: é o próprio modelo que decide quanto suporte você precisa.
Uma malha com arestas não-manifold, normais invertidas ou autointerseções internas força o fatiador a gerar suportes em locais onde não deveria. Você acaba lutando contra a geometria em vez de otimizá-la. Uma topologia de malha limpa significa que o fatiador lê corretamente os ângulos de sobreposição, gera suportes apenas onde necessário e produz resultados mais limpos com menos desperdício.
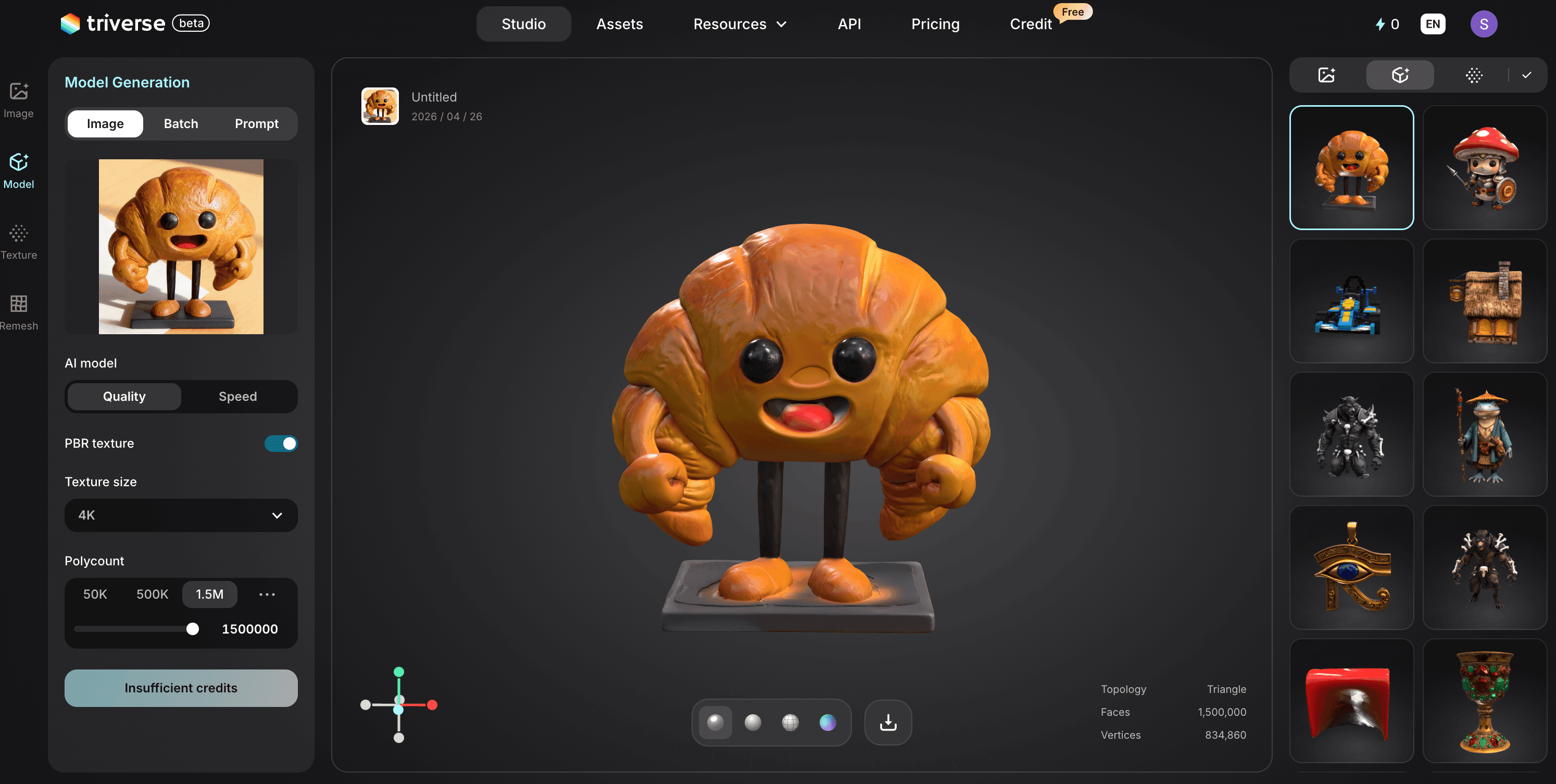
É aqui que o Triverse AI se encaixa no fluxo de trabalho de impressão 3D. Você pode gerar um modelo 3D a partir de uma descrição textual ou de uma única imagem de referência, e a maioria das exportações resulta limpa o suficiente para ser fatiada sem necessidade de reparos adicionais. Para geometrias complexas ou altamente detalhadas, você ainda pode querer verificar e ajustar a malha no Blender, mas cuidamos da maior parte da limpeza.
Por que a qualidade da malha impacta diretamente os suportes:
- Malhas impermeáveis cortam-se limpidamente. Sem lacunas, sem rostos invertidos, sem estruturas de suporte misteriosas aparecendo onde não deveriam.
- Topologia limpa = overhangs previsíveis. O fatiador calcula os ângulos de balanço com precisão. O suporte é gerado apenas onde a geometria realmente precisa.
- Exportação de STL e OBJ. O Triverse gera formatos padrão compatíveis com Cura, PrusaSlicer e Bambu Studio. Basta soltar o arquivo no seu slicer, ativar suportes em árvore e pronto.
- Menos tempo consertando, mais tempo imprimindo. Para quem já passou uma hora consertando um arquivo de malha baixado apenas para descobrir que ele ainda gera suportes com falhas, este é o verdadeiro gargalo que está sendo resolvido.
Se você está imprimindo miniaturas, recursos de jogo ou objetos decorativos (exatamente os casos de uso em que os suportes em árvore se destacam), começar com um modelo limpo elimina toda uma categoria de problemas com suportes antes mesmo de eles começarem.
Perguntas Frequentes sobre Suportes em Árvore
Qual é a diferença entre suportes em árvore e suportes orgânicos?
São a mesma coisa. A Cura chama-os de "Tree Supports". O PrusaSlicer chama-lhes "Organic Supports". O Bambu Studio chama-lhes "Tree (Auto)". O algoritmo subjacente é semelhante nos três: os ramos crescem da placa de construção em direção ao modelo, afinando à medida que se estendem, e tocam em pontos de contacto mínimos.
Os suportes em árvore usam menos material do que os suportes tradicionais?
Os suportes em árvore normalmente usam 30–50% menos filamento do que suportes de linha ou grelha comparáveis para o mesmo trabalho, porque são mais finos e só tocam onde é necessário. Isto também significa tempos de impressão mais rápidos e menor custo de material por impressão.
Os suportes em árvore podem suportar saliências planas?
Não são ideais para saliências grandes e planas. Os ramos dos suportes em árvore numa superfície plana criam múltiplos pontos de contacto, o oposto do que se pretende. Para saliências largas e planas, use suportes de linha ou grelha tradicionais. Os suportes em árvore são excelentes para saliências íngremes e complexas.
Porque é que os meus suportes em árvore não estão a alcançar o modelo?
Provavelmente, o ângulo do ramo está definido com um ângulo demasiado raso. Aumente para 50–60° e fatie novamente. Se isso não funcionar, tente rodar o modelo para um ângulo diferente. A orientação é muitas vezes mais importante do que qualquer definição.
Os suportes em árvore são suficientemente fortes para peças funcionais?
São mais fracos do que suportes de linha densos para grandes saliências planas sob carga. Para peças funcionais com saliências íngremes ou complexas, os suportes em árvore podem funcionar bem com um diâmetro de ramo mais grosso. Para grandes saliências planas funcionais: use suportes de linha ou grelha.
Como minimizar as marcas de suporte em impressões detalhadas?
Três coisas: use suportes em árvore com um diâmetro de ramo pequeno (1–1,5mm), defina o topo/base do suporte para 0mm para que apenas a ponta do ramo toque, e oriente o modelo de modo que as superfícies mais detalhadas fiquem viradas para longe da placa de construção.
Qual é o melhor fatiador para suportes em árvore?
Os suportes orgânicos do PrusaSlicer tendem a gerar as estruturas de ramos mais fiáveis para geometria complexa. O Bambu Studio é excelente e mais automatizado. O Cura funciona bem, mas tem bugs conhecidos com suportes em árvore e múltiplos modelos. Todos os três são viáveis. Se um lhe der problemas num modelo específico, tente outro.
Posso usar suportes em árvore com vários modelos na placa?
O Cura tem bugs conhecidos com suportes em árvore + múltiplos modelos (falhas, geração sem sentido). Fatie um modelo de cada vez, ou mude para o PrusaSlicer ou Bambu Studio para impressões com vários modelos.
Conclusão
Suportes em árvore não são um substituto universal. São uma ferramenta especializada. Para miniaturas, geometrias complexas e impressões que exigem alto acabamento da superfície, eles superam os suportes padrão e em grade. Para grandes balanços planos, os suportes tradicionais continuam sendo a melhor escolha.
O segredo é saber quando usar cada um. A maioria dos fatiadores facilita muito a alternância, e a diferença no tempo de pós-processamento é imediata. Experimente suportes em árvore na sua próxima impressão com overhangs acentuados. Dez minutos de configuração e você saberá imediatamente se é a ferramenta certa. E se quiser pular a etapa de modelagem e ir direto para o fatiamento, Triverse AI gera modelos 3D prontos para impressão a partir de uma descrição textual ou uma única imagem, exportados em STL com geometria de malha limpa.