Supports arborescents en impression 3D : Le guide complet (2026)
Découvrez comment fonctionnent les supports arborescents en impression 3D, lorsqu'il est préférable de les utiliser plutôt que des supports traditionnels, et comment configurer les paramètres dans Cura, PrusaSlicer, et Bambu Studio pour obtenir des impressions plus propres avec une consommation réduite de matière.
26 avril 2026
Vous avez terminé une figurine dont l'impression a duré six heures. Elle semblait parfaite dans le logiciel de découpe. Puis vous avez détaché les supports, et la moitié du visage s'est arrachée avec eux.
Supports arborescents existent pour combler cette lacune. Au lieu de colonnes verticales qui touchent tout ce qui se trouve sous un surplomb, ils se développent comme des branches. Ils atteignent les zones nécessaires et touchent le moins possible. Ce guide explique comment ils fonctionnent, quand ils surpassent les supports traditionnels, comment les configurer et comment éviter les problèmes courants.
Que sont les supports en arbre dans l'impression 3D ?
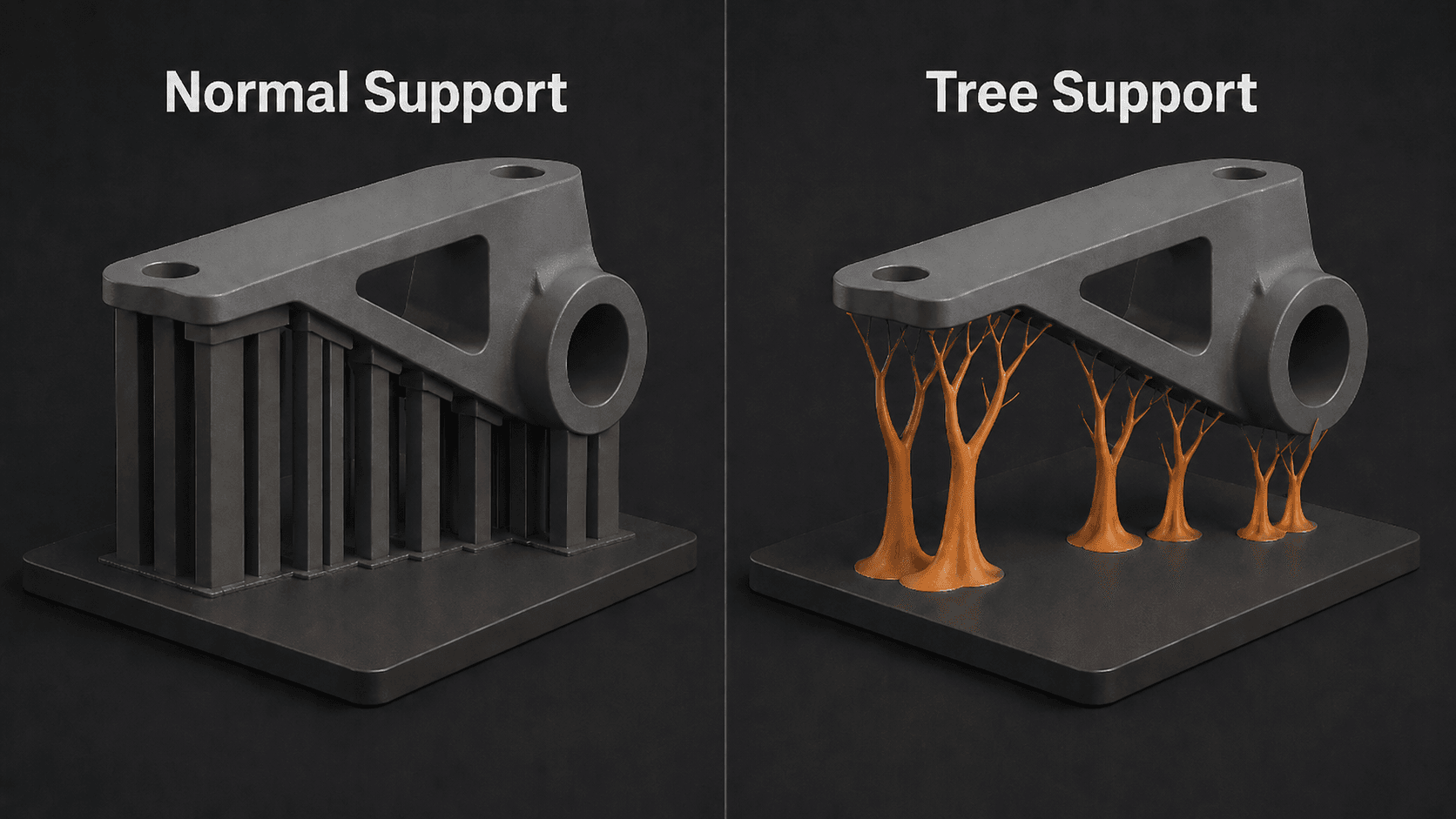
Les supports arborescents sont une structure de support générée par votre slicer. Les supports standard en lignes ou en grille sont des colonnes verticales placées selon une disposition uniforme sous les surplombs. Les supports arborescents adoptent une approche différente : ils s'élèvent depuis le plateau d'impression à la manière de branches.
La conception est fonctionnelle : un tronc épais à la base, là où les contraintes mécaniques sont les plus élevées, qui s’amincit progressivement à mesure que le support s’étend vers le modèle. Les extrémités des branches entrent en contact avec le modèle par des points de contact uniques plutôt que sur des surfaces entières. Si vous débutez dans l’impression 3D, consultez notre guide sur les meilleurs logiciels de CAO pour l’impression 3D afin de vous assurer que vos modèles sont prêts à être imprimés avant même de vous occuper des supports.
C'est important parce que :
- Surface de contact réduite = traces limitées sur le modèle. Les supports standard touchent tout ce qui se trouve sous un surplomb. Les supports en arbre ne touchent que ce qui nécessite un support.
- Extension directionnelle. Étant donné que chaque branche pousse indépendamment, un support arborescent peut s’incliner autour des parties de la géométrie du modèle qui bloqueraient une colonne verticale simple.
- Moins de matériau, impressions plus rapides. Les branches plus fines produisent moins de filament. Documentation de Cura notent des réductions de matériaux jusqu'à 50 % dans certains cas.
Le compromis : les supports arborescents sont structurellement moins résistants que les grilles de lignes denses. Pour les surplombs étendus et plats où la répartition des charges est cruciale, ils ne constituent pas toujours le bon choix.
Comment les supports d'arbre diffèrent des supports standards
La différence essentielle réside dans la géométrie et l'approche de contact.
Les supports normaux (ligne, grille ou hexagonaux) génèrent des colonnes verticales dans une configuration répétitive. Ils sont robustes, rapides à calculer et prévisibles. Le problème, ils supportent tout ce qui se trouve sous un surplomb, que cela soit nécessaire ou non. Ils créent également de larges zones de contact qui laissent des marques visibles.
Les supports arborescents utilisent une approche différente. Chaque support croît comme une structure unique, depuis la plaque de construction jusqu'à un point de contact spécifique sur le modèle. L'algorithme détermine le parcours optimal en tenant compte de la géométrie du modèle, et le résultat est une structure adaptée à cette impression spécifique plutôt qu'une grille générique appliquée uniformément.
La différence concrète pour la plupart des utilisateurs :
- Supports standards : plus de traces, plus de matière, plus difficiles à retirer des espaces étroits, meilleurs pour les grands surplombs plans
- Supports arborescents : moins de marques, moins de matériau, meilleure adaptation aux géométries complexes, retrait plus facile
Le choix ne consiste pas à choisir lequel est universellement meilleur, il s'agit d'adapter le type de support à la géométrie d'impression.
Tableau comparatif : Supports arborescents contre supports traditionnels
Facteur | Soutiens traditionnels | Tuteurs d'arbre |
Zone de contact | Grille à mailles larges et régulières | Petits points de contact individuels |
Utilisation des matériaux | Plus élevé | 30 à 50 % de moins |
Vitesse d'impression | Standard | Vitesse accrue (moins d'extrusion) |
Finition de surface | Plus d'annotations, à nettoyer | Plus propre, moins de marques |
Navigation géométrique | Uniquement des lignes droites, obstruées par des obstacles | Les branches s'enroulent autour des formes géométriques |
Solidité structurelle | Excellent pour les grandes surfaces de surplombs plans | Moins performant pour les vastes surfaces planes |
Niveau de difficulté de retrait/démontage | Moyen à difficile | C'est plus facile, surtout les branches fines |
Vitesse calculée | Rapide | Légèrement plus lent |
Cas d'usage idéal | Surplombs plats, éléments fonctionnels | Surplombs prononcés, modèles réduits, composants complexes |
Avantages de l'utilisation des supports arborescents
Si vous êtes toujours indécis, voici une explication simple de ce que les fonctionnalités de support pour les arbres vous apportent réellement.
1. Finition de surface améliorée
Un point de contact réduit diminue la surface sur laquelle le support adhère au modèle. Sur les surfaces visibles comme les visages de personnages, les détails en relief et les zones texturées, cela fait toute la différence entre une impression propre et une impression nécessitant des heures de ponçage et de masticage.
2. Moins de post-traitement
Moins de marques = moins de temps passé avec un cutter, du papier de verre ou de l'enduit. Pour les pièces de production où vous souhaitez minimiser le travail de finition, les supports arborescents réduisent considérablement le point bloquant du post-traitement.
3. Réduction des coûts matériels et de temps
30 à 50 % de filament en moins pour le même travail de support signifie des économies sur un grand volume d’impressions. Les branches plus fines sont extrudées plus rapidement, ce qui améliore les temps d’impression même en tenant compte du calcul des trajectoires légèrement plus complexe. Le choix du filament pour imprimante 3D a également un impact sur l’adhérence et le détachement des supports.
4. Accès aux géométries difficiles à atteindre
Les supports arborescents peuvent se développer autour des éléments du modèle. Les supports standards ne le peuvent pas. Si votre impression comporte des cavités internes, des surplombs sous des surplombs, ou des éléments où l'espacement est critique, les supports arborescents sont souvent la seule option pratique. Pour les modèles qui commencent comme des images, notre guide de conversion d'image en STL explique comment obtenir des fichiers prêts à imprimer avant de vous soucier des supports. Ou sautez entièrement l'étape de modélisation:notre outil peut générer des modèles 3D prêts à imprimer à partir de texte ou d'images, exportés en STL ou OBJ avec une topologie de maillage propre qui s'imprime sans problèmes inattendus.
5. Désinstallation facile
Le petit point de contact se détache plus proprement avec une force de rotation qu'un large bloc de support. La technique clé : faire pivoter, ne pas tirer. Une fois que vous avez maîtrisé cela, le retrait des supports en forme d'arbre est nettement plus rapide.
Quand utiliser les supports en arbre
Certaines impressions ne nécessitent pas de supports en arbre. Voici une méthode pratique :
Utilisez des supports ramifiés lorsque :
- L'impression de miniatures ou de figurines avec des capes, des bras levés, des ailes, des cheveux et des détails du visage. Le petit point de contact préserve votre travail de précision.
- Les dévers sont très inclinés (supérieurs à 55° de la verticale).Les supports standard sont conçus pour des angles modérés. Les surplombs abrupts nécessitent l’orientation directionnelle des bras.
- L'état de surface compte. Toute impression destinée à être vue bénéficie d'un contact plus propre.
- Le modèle présente une géométrie complexe ou des cavités internes. Les branches d'arbre s'adaptent là où les lignes de code échouent.
- Vous voulez minimiser le temps de post-traitement. Si vous imprimez en grande quantité, le temps économisé par impression s'additionne rapidement.
Optez pour les supports traditionnels lorsque :
- Le surplomb est important et plat. Les supports arborescents sur une surface plane créent plus de points de contact qu'avec une grille. Utilisez des supports en ligne ou en grille pour les grandes surfaces planes.
- Les charges structurelles sont déterminantes. Pour les pièces fonctionnelles soumises à des contraintes importantes, les maillages denses offrent une meilleure résistance mécanique.
- Votre trancheuse ne cesse de planter. Cura a des bugs connus avec les supports arborescents et le tranchage multi-modèle. Utilisez des supports en ligne ou essayez PrusaSlicer.
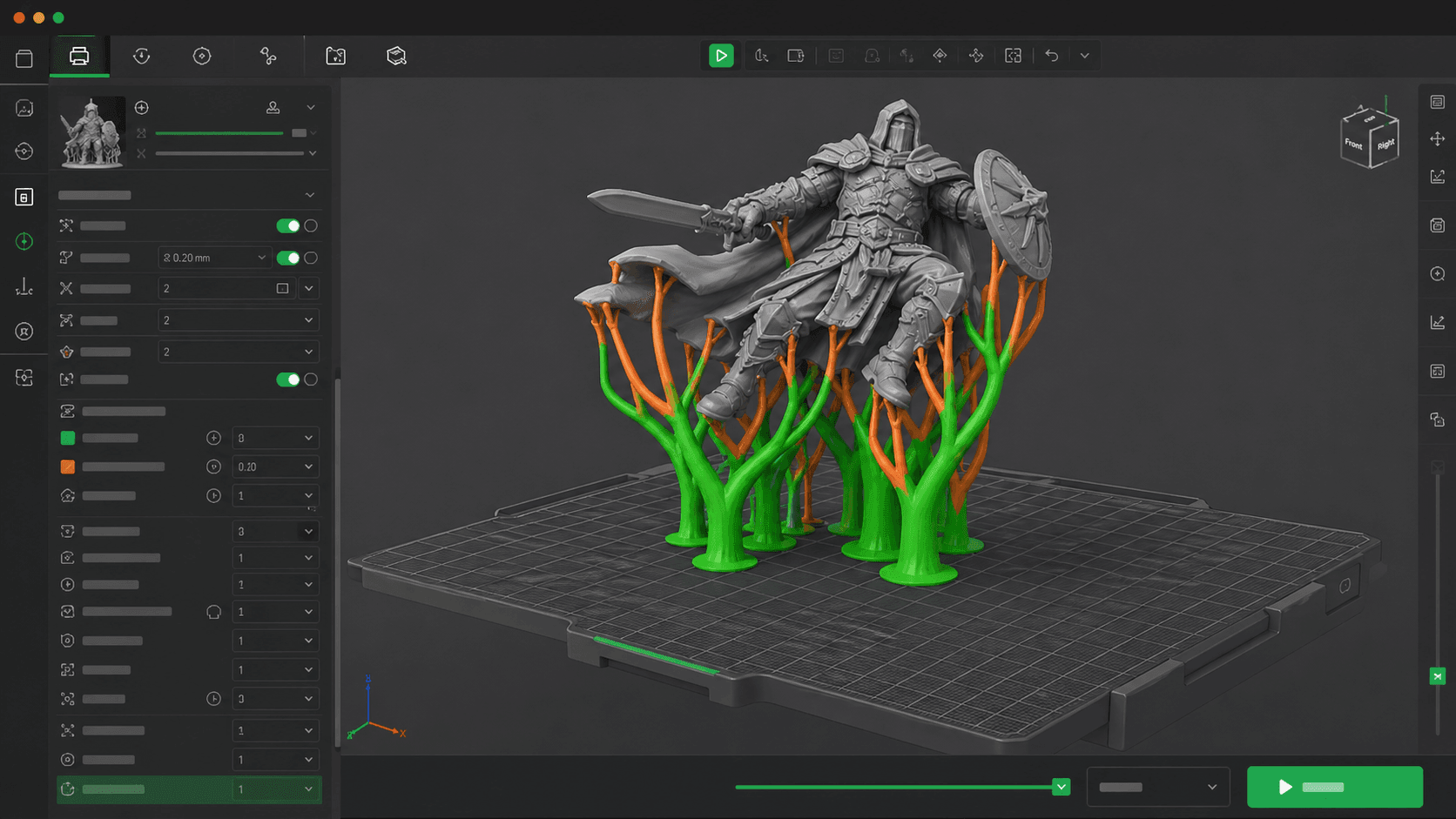
Optimisation des paramètres du support en arbre
Activer les arbres de support est simple. Les affiner nécessite de comprendre quelques paramètres clés. Voici les éléments essentiels.
Paramètres Cura
Activer les supports arborescents : Paramètres → Configurer la visibilité → cocher « Tous » → Support → Type de support → sélectionner Arborescent → activer Générer les supports
Angle du bras de support(le plus important)
Contrôle l'inclinaison des branches. Valeurs plus élevées = plus verticales = plus stable mais plus difficile à atteindre sous des géométries abruptes. Valeurs plus basses = plus incliné = meilleure capacité d'atteinte mais branches plus minces.
- Par défaut : 50°
- Détails en miniature : 40°–50°
- Pièces fonctionnelles : 50–60°
Diamètre de la branche support
La largeur du tronc à la base. Trop mince = risque d'affaissement. Trop épaisse = gaspillage de matériau, retrait plus difficile.
- Par défaut : 2 mm
- Miniatures / cosmétiques : 1–1,5 mm
- Pièces fonctionnelles : 2–3 mm
Angle d'insertion de la branche porteuse
Contrôle la vitesse d'effilage. Une valeur plus élevée signifie un effilage plus rapide, des extrémités plus fines, des impressions plus propres, mais des branches plus fragiles. La valeur par défaut convient à la plupart des impressions. Ne modifiez pas sauf pour dépanner un problème spécifique.
Plafond porteur et Plancher porteur
Ces éléments ajoutent une plaque horizontale entre le support et le modèle. Ils agrandissent la zone de contact, ce qui signifie une meilleure adhérence mais nécessite plus de nettoyage.
- Réglez sur 0mm pour les miniatures et les tirages cosmétiques : fiez-vous uniquement aux pointes des branches
- Réglez sur une valeur de 0,2 à 0,4 mm pour les pièces fonctionnelles avec de grands surplombs plats où l'adhérence entre les couches est critique
Astuce : Si vos supports en arbre sont générés mais n'atteignent pas le modèle (en suspension dans l'aperçu), augmentez l'Angle des branches à 50–60°. Si cela ne fonctionne pas, essayez de faire pivoter votre modèle.
Paramètres de PrusaSlicer
PrusaSlicer appelle les supports arborescents Supports organiques (Paramètres d'impression → Supports → Type : Organique).
Paramètres principaux :
- Angle de la branche porteuse naturelle : 45–55° par défaut. Ajustez en fonction de l'inclinaison du surplomb.
- Diamètre de la branche de soutien naturelle (partie inférieure) : Diamètre du tronc, équivalent au diamètre des branches de Cura.
- Diamètre de la branche de support naturel (partie supérieure): Largeur de la pointe, détermine la taille du point de contact.
Les supports organiques de PrusaSlicer génèrent généralement des structures de branches légèrement plus nettes pour les géométries complexes. Si Cura vous pose problème sur un modèle spécifique, PrusaSlicer vaut la peine d'être essayé. Consultez la documentation des supports organiques de PrusaSlicer pour les détails complets des paramètres.
Paramètres de Bambu Studio
Supports → Activer Supports → Style de support : Arbre (Auto)
La mise en œuvre chez Bambu Lab est plus automatisée. Le mode « Auto » gère la majeure partie de l'optimisation pour vous. Les paramètres se trouvent sous Supports → Paramètres spécifiques aux supports arborescents :
- Angle de bifurcation :à quel point les branches penchent
- Diamètre de la pointe : contrôle la taille du point de contact
- Épaisseur de paroi : ajoute une enveloppe autour de la structure arborescente pour la stabilité
Les supports en arbre de Bambu sont déterminés à minimiser les points de contact, ce qui est excellent pour la finition de surface. Consultez le guide des réglages des supports de Bambu StudioGuide des paramètres des supports de Bambu Studiopour des recommandations spécifiques au modèle.
Comment retirer les supports d'une impression 3D
Les supports arborescents sont plus faciles à retirer que les supports traditionnels, mais la technique compte.
Laissez d'abord la pièce imprimée refroidir. Le PLA froid se brise nettement. Le PLA chaud est pâteux et s'étire. Certaines personnes placent les impressions au congélateur pendant 10 minutes avant de les retirer. Cela fonctionne vraiment.
Faites pivoter, ne tirez pas. Saisissez la branche près du point de contact et appliquez un mouvement de torsion. Le petit bout se détache plus nettement par torsion qu'en tirant droit.
Utilisez l'outil approprié :
- Branches minces : pinces coupantes ou pinces à dénuder
- Pour les tiges plus épaisses : pince à long bec
- Bourrelets restants ; couteau de modélisme ou papier de verre fin
Pour les points de contact tenaces : Chauffez brièvement la zone avec un pistolet thermique, juste assez pour ramollir le matériau de support sans affecter la pièce. Puis, tirez à nouveau.
La plus grande erreur : Se précipiter. Forcer le retrait d'un support de soudure de la surface des puces. S'il ne se retire pas, il a besoin de plus de temps, de plus de chaleur ou d'un angle d'attaque différent.
Dépannage des Problèmes Courants de Support d'Arborescence
Branches ne rejoignant pas le modèle
Presque toujours un problème d'angle de branche. Si l'angle est défini trop bas (trop aigu), les branches ne peuvent pas atteindre une géométrie abrupte avant de manquer d'espace. Augmentez à 50–60° et relancez le tranchage. Si cela ne fonctionne pas, modifiez l'orientation de votre modèle.
Affaissement des supports arborescents pendant l'impression
Le diamètre de la tige est trop fin pour la charge. Augmentez le diamètre des supports de 0,5 à 1 mm. Vérifiez également : la première couche s'imprime-t-elle correctement ? Une mauvaise adhérence de la première couche se propage à toute l'impression et augmente le risque d'effondrement des supports.
Cura se bloque lors de l'utilisation de supports arborescents
Il s'agit d'un bug connu dans Cura. L'activation des supports en arbre combinée à plusieurs modèles sur le plateau peut provoquer des plantages ou une génération de supports absurde. Solutions :
- Traitement des modèles un par un
- Passer à PrusaSlicer ou Bambu Studio pour cette impression
- Utiliser des supports linéaires traditionnels pour les impressions multi-modèles
Fusionner avec la surface du maillage
Généralement dû à l'une de ces deux causes :
- Zone de contact trop étendue. Réduisez le diamètre de la buse dans les paramètres de votre logiciel de tranchage.
- Température d'impression trop élevée.Réduisez la température de la buse de 5 à 10 °C. Le PLA à 200 °C fond plus rapidement qu'à 190 °C.
- Refroidissement insuffisant. Augmenter la vitesse du ventilateur de refroidissement pour les couches de support.
État de surface rugueux sur les zones d'appui
Même les tuteurs peuvent laisser des marques. Si vous constatez toujours des aspérités :
- Assurez-vousSupport de plafond / Plancher est réglé à 0mm (le plateau d'impression ne touche pas le modèle)
- Essayez de réduireÉpaisseur de paroi à l'interface du supportsi pris en charge par votre logiciel de découpe
- Orientez le modèle afin que la surface la plus détaillée soit face à l'utilisateurparti du plateau d'impression. Les surfaces orientées vers le haut présentent le plus de traces de support.
Amélioration de la stabilité et de l'intégrité structurelle
Les supports arborescents sont plus faibles que les supports traditionnels pour les charges lourdes. Voici comment en tirer le meilleur parti dans les zones où la solidité est cruciale.
Augmenter le diamètre de la tige. La base est la zone la plus sollicitée. Passer d'un diamètre de tige de 2 mm à 3 mm augmente considérablement la capacité de charge pour un surcoût matériel minime.
Ajoutez une structure de support pour les grandes surfaces planes. Une fine plaque horizontale (0,2–0,4 mm) répartit la charge plus uniformément sur les surplombs plans où les extrémités des ramifications risquent de se déformer sous la charge.
Inclinez légèrement le plateau de construction. La plupart des slicers permettent d'incliner le modèle. Une légère inclinaison (5–15 °) affecte les surfaces qui nécessitent des supports et réduit souvent le volume total de support requis.
Utilisez un matériau plus résistant pour les supports. Si votre imprimante dispose de la double extrusion, imprimer les supports dans un matériau différent (par exemple, des supports en PETG pour des impressions en PLA, ou du PVA soluble pour des impressions en PLA) permet une élimination chimique ou thermique sans force mécanique qui risque d'endommager la surface.
Simplification de la suppression des supports
En plus de la technique de torsion de base, ces méthodes rendent le retrait plus rapide et plus sûr :
Optimisez d'abord la taille du point de contact. C'est le paramètre qui a le plus d'impact sur la difficulté de retrait. Un contact plus petit = une cassure plus nette. La plupart des logiciels de découpage vous permettent de le régler directement.
Réduire la densité des supports. Plus il y a de supports, plus il y a de points d'adhérence, et plus la surface subit de dégâts. Pour les supports en arbre, une densité de 10 à 15 % suffit pour la plupart des impressions. Augmentez-la à 15–20 % uniquement pour les surplombs prononcés. Au-delà, cela devient généralement contre-productif.
Adoptez une orientation stratégique. Les surfaces les plus proches de la plaque d'impression (orientées vers le bas) nécessitent toujours le plus de supports et afficheront systématiquement les marques les plus visibles. Positionnez la pièce de manière à ce que vos surfaces les plus critiques soient orientées vers le haut ou sur le côté, là où les supports de type arbre peuvent les atteindre avec des angles faibles et un contact minimal.
Pour les impressions en résine : les supports arborescents en résine visent principalement à optimiser l'angle de décollage et à réduire les forces de succion, non le soutien structurel. Les paramètres dans ChiTuBox, Lychee Slicer et le mode résine de PrusaSlicer doivent privilégier les trous de drainage et le vidage afin d'éliminer entièrement les supports internes chaque fois que possible. Pour les utilisateurs FDM choisissant leur première imprimante, notre guide des meilleures imprimantes 3D pour enfants propose des options fermées et sûres qui fonctionnent également bien pour les impressions nécessitant beaucoup de supports.
Réduire les déchets matériels et prévenir la fusion
Utilisation de moins de matériaux
Les étais de soutien pour arbres sont déjà efficaces par leur conception, mais vous pouvez aller plus loin :
- Commencez par la mise en place du modèle. Une inclinaison de 45° diminue souvent le volume total de support plus que tout autre paramètre. Si votre modèle est au format 3MF, consultez notre Guide de conversion 3MF vers STL afin de le convertir d'abord vers un format compatible avec le logiciel de tranchage.
- Employez le diamètre de branche le plus fin praticable. Pour les miniatures : 1–1,2 mm est souvent suffisant. Plus mince = moins de matière, temps d'impression réduit.
- Désactiver l'étai du toit/plancher sauf si vous avez particulièrement besoin des pour l'adhérence entre les couches.
Éviter la fusion des structures de support
L'adhérence se produit lorsque le matériau de support adhère à la surface du modèle, généralement à cause de la chaleur, de la pression ou d'un refroidissement insuffisant.
- Réduisez la température de la buse inférieure de 5–10 °C pour réduire la tendance au collage
- Accélérer la vitesse du ventilateur pour les couches de support (50–100 % avec le PLA)
- Réduire l'épaisseur de couche pour l'interface des supports les couches plus fines refroidissent plus vite
- Ajoutez un intervalle : Certains slicers vous permettent de définir une Jeu Z (décalage vertical) entre le support et la surface du modèle. Un décalage de seulement 0,1 mm réduit l'adhérence sans compromettre l'efficacité du support
Générer des modèles 3D optimisés pour le support avec Triverse AI
Voici une chose que la plupart des guides d'assistance passent sous silence : c'est le modèle lui-même qui décide du niveau d'assistance dont vous avez besoin.
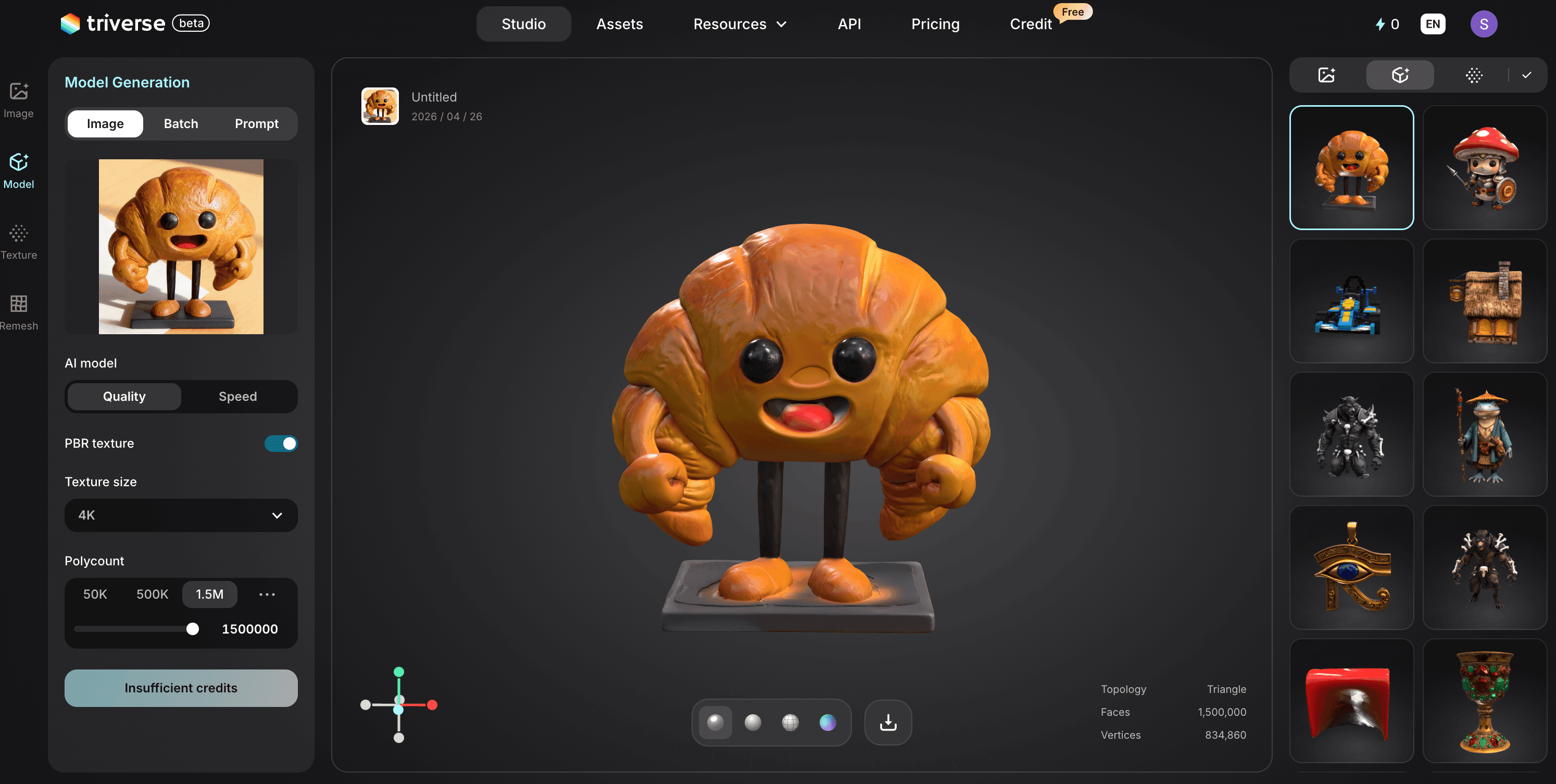
Un maillage comportant des arêtes de non-variété, des normales inversées ou des intersections internes force le logiciel de tranchage à générer des supports de manière intempestive. Vous vous retrouvez à combattre la géométrie au lieu de l’optimiser. Une topologie de maillage propre permet au logiciel de tranchage d’interpréter correctement les angles de surplomb, de générer des supports uniquement là où c’est nécessaire et d’obtenir des résultats plus nets avec moins de gaspillage.
C'est ici que Triverse AI s'intègre dans le flux de travail d'impression 3D. Vous pouvez générer un modèle 3D à partir d'une description textuelle ou d'une seule image de référence, et la plupart des fichiers exportés sont suffisamment propres pour être préparés pour le tranchage sans réparation supplémentaire. Pour les géométries complexes ou très détaillées, vous pourrez toujours vérifier et retoucher le maillage dans Blender, mais la majeure partie du nettoyage est automatiquement effectuée.
Pourquoi la qualité du maillage est cruciale pour les supports :
- Les maillages étanches se coupent nettement. Aucune lacune, aucune face inversée, aucune structure de support inattendue qui apparaît là où elle ne devrait pas.
- Topologie propre = porte-à-faux prévisibles.Le logiciel de tranchage calcule avec précision les angles de surplomb. Les supports sont générés uniquement là où la géométrie l'exige.
- Exportation STL et OBJ.Triverse génère des formats standard compatibles avec Cura, PrusaSlicer et Bambu Studio. Déposez le fichier dans votre logiciel de tranchage, activez les supports en arbre et le tour est joué.
- Gagner du temps à corriger les défauts, plus de temps pour imprimer. Pour quiconque a passé une heure à réparer un maillage téléchargé pour finalement constater qu'il génère encore des supports défectueux, c'est précisément ce goulot d'étranglement qui est résolu.
Si vous imprimez des miniatures, des ressources de jeu ou des objets décoratifs (les cas d'utilisation exacts où les supports arborescents excellent), commencer avec un modèle propre élimine toute une catégorie de problèmes de supports avant qu'ils n'apparaissent.
Foire aux questions sur les supports en arbre
Quelle est la différence entre les supports en arbre et les supports organiques ?
Il s'agit de la même chose. Cura les appelle « Supports en arbre ». PrusaSlicer les appelle « Supports organiques ». Bambu Studio les appelle « Arbre (Auto) ». L'algorithme sous-jacent est similaire dans les trois cas : des branches poussent depuis le plateau d'impression vers le modèle, s'amincissant au fur et à mesure qu'elles s'étendent, et touchent le modèle en un minimum de points de contact.
Les supports en arbre utilisent-ils moins de matériau que les supports traditionnels ?
Aucune. Les supports en arbre utilisent généralement 30 à 50 % de filament en moins que des supports linéaires ou en grille équivalents pour la même impression, car ils sont plus fins et ne touchent le modèle que là où c'est nécessaire. Cela signifie également des temps d'impression plus rapides et un coût matériel réduit par impression.
Les supports en arbre peuvent-ils supporter des surplombs plats ?
Ils ne sont pas idéaux pour les grands surplombs plats. Les branches d'un support en arbre sur une surface plane créent plusieurs points de contact, ce qui est l'inverse de ce que vous souhaitez. Pour les larges surplombs plats, utilisez des supports linéaires ou en grille traditionnels. Les supports en arbre sont excellents pour les surplombs inclinés et complexes.
Pourquoi mes supports en arbre n'atteignent-ils pas le modèle ?
Il est fort probable que l'angle des branches soit réglé sur une valeur trop faible. Augmentez-le à 50–60° et relancez le slicage. Si cela ne fonctionne pas, essayez de faire pivoter le modèle selon un angle différent. L'orientation importe souvent plus que n'importe quel paramètre.
Les supports en arbre sont-ils assez solides pour les pièces fonctionnelles ?
Ils sont moins résistants que des supports linéaires denses pour les grands surplombs plats soumis à une charge. Pour les pièces fonctionnelles présentant des surplombs inclinés ou complexes, les supports en arbre peuvent bien fonctionner avec un diamètre de branche plus épais. Pour les grands surplombs plats fonctionnels : utilisez des supports linéaires ou en grille.
Comment minimiser les marques de support sur les impressions détaillées ?
Trois choses : utilisez des supports en arbre avec un petit diamètre de branche (1–1,5 mm), réglez le plafond et le sol du support à 0 mm afin que seule l'extrémité de la branche touche, et orientez le modèle de manière à ce que les surfaces les plus détaillées soient tournées loin du plateau d'impression.
Quel logiciel de tranchage est le meilleur pour les supports en arbre ?
Les supports organiques de PrusaSlicer ont tendance à générer les structures de branches les plus fiables pour les géométries complexes. Bambu Studio est excellent et plus automatisé. Cura fonctionne bien mais présente des bugs connus avec les supports en arbre combinés à plusieurs modèles. Les trois sont viables. Si l'un vous pose problème sur un modèle spécifique, essayez un autre logiciel.
Puis-je utiliser des supports en arbre avec plusieurs modèles sur le plateau ?
Cura présente des bugs connus avec les supports en arbre + plusieurs modèles (plantages, génération incohérente). Générez le G-code pour un modèle à la fois, ou passez à PrusaSlicer ou Bambu Studio pour les impressions multi-modèles.
Conclusion
Les supports arborescents ne sont pas un remplacement universel. Il s'agit d'outils spécialisés. Pour les miniatures, les géométries complexes et les impressions où la finition de surface est critique, ils surpassent les supports en ligne et en grille. Pour les grands porte-à-faux plans, les supports traditionnels restent le meilleur choix.
La compétence consiste à savoir quand utiliser chacun. La plupart des slicers rendent le changement trivial, et la différence en temps de post-traitement est immédiate. Essayez les supports en arborescence sur votre prochaine impression avec des surplombs importants. Dix minutes de configuration, et vous saurez immédiatement si c'est le bon outil. Et si vous voulez sauter l'étape de modélisation et passer directement au slicing, Triverse AI génère des modèles 3D prêts à imprimer à partir d'un prompt texte ou d'une seule image, exportés au format STL avec une géométrie de maillage propre.