3D プリンティングにおけるサポート:完全ガイド(2026 年版)
3D プリンティングにおけるツリーサポートの動作原理、従来型サポートではなくツリーサポートを採用すべき場面、および Cura、PrusaSlicer、Bambu Studio 各ソフトウェアでの設定方法について学びましょう。これにより、材料の使用量を減らしつつ、仕上がりのきれいなプリントを実現できます。
2026年4月26日
6時間かけてミニチュアの造形を終えた。スライサー上では完璧だったのに、いざサポートを外すと、顔の半分まで一緒に取れてしまった。
ツリー状サポートは、その隙間を埋めるために存在します。オーバーハングの下にあるすべてのものに触れる垂直な支柱の代わりに、枝分かれしながら成長します。必要な箇所に届き、接触を最小限に抑えます。このガイドでは、その仕組み、従来のサポートより優れているケース、設定の仕方、およびよくある問題の回避方法について説明します。
3Dプリンティングにおけるツリーサポートとは何ですか?
ツリーサポートは、スライサーによって生成されるサポート構造です。標準的なラインまたはグリッドサポートは、オーバーハング部分の下に均一なパターンで配置される垂直な支柱です。ツリーサポートは異なる手法を採用しています: それらは枝のようにビルドプレートから上方に伸びるように成長します。
このデザインは機能的です。機械的応力が最も高い基部には太い幹があり、モデルに向かって支持部が伸びるにつれて徐々に細くなります。枝の先端は面全体ではなく、一点でモデルに接触します。3D プリンティングの工程に不慣れな場合は、サポート生成の前にモデルが印刷可能な状態にあることを確認するため、3D プリンティングに最適な CAD ソフトウェアに関するガイドをご覧ください。
これが重要な理由です:
- 接触面積が狭いほど、モデル表面に付く跡が減ります。標準タイプのサポートはオーバーハング下の全面に接触します。ツリータイプのサポートは支持が必要な箇所のみに接触します。
- 指向性リーチ。 各ブランチが独立して成長するため、ツリーサポートは垂直柱では妨げられるモデル形状を迂回して斜めに配置できます。
- 少ない材料で、高速印刷。細い枝ほどフィラメントの押出量が減少します。 Cura のドキュメント一部のケースでは、最大50%の素材削減を実現したと報告されています。
トレードオフ:ツリー状サポートは、密な線状グリッドよりも構造的に弱い。荷重分散が重要な要素となる大規模な平坦な張り出し部の場合、常に最適な選択とは限りません。
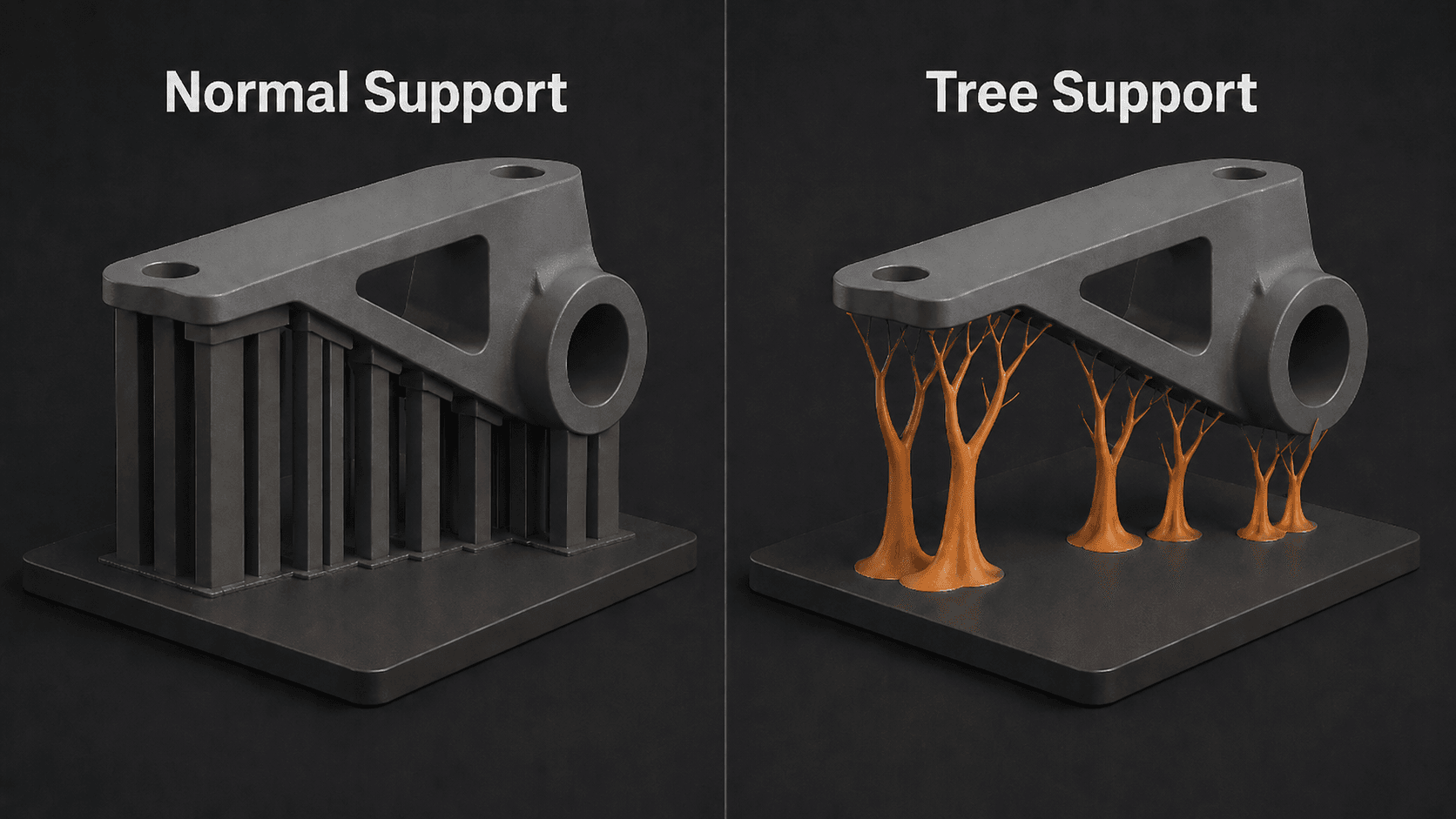
ツリーサポートと通常のサポートの違い
核心的な違いは、形状と接触処理にあります。
通常のサポート(線、グリッド、または六角形)は、反復パターンで垂直な支柱を生成します。これらは頑丈で計算速度が速く、予測可能です。問題点は、オーバーハング下の不要な部分も含めて、すべてを支持してしまうことです。また、広い接点を作り出し、目立つ痕跡を残します。
ツリーサポートは異なるアプローチを採用しています。各サポートは、造形テーブルからモデル上の特定の接触点まで、独立した構造として形成されます。アルゴリズムはモデルの形状を考慮して最適な経路を決定し、その結果、均一に適用される汎用的なグリッドではなく、当該プリント専用に設計された構造が生成されます。
ほとんどのユーザーにとっての実際的な違い:
- 標準サポート:マーク数が多い、素材量が多い、狭い場所から取り除きにくい、大きな平面の張り出し部に最適
- ツリーサポート:痕跡が少なく、使用材料も少なく、複雑な形状への対応に優れ、取り外しが容易
一方が他方より常に優れているわけではありません。サポートの種類を造形物の形状に最適化することが重要です。
比較表:ツリー構造サポート 対 従来型サポート
要因 | 従来のサポート | ツリーサポート |
お問い合わせ | 大規模な等間隔のグリッド | 小さな単一の接点 |
材料使用量 | 上位 | 30–50% 削減を実現 |
印刷速度 | 標準 | 高速(押出量少なめ) |
表面仕上げ | マークが増えたため、整理が必要です | よりすっきりとした、最小限の痕跡 |
幾何形状のナビゲーション | 直線移動のみ、障害物により遮断される | 枝が形状に沿うように伸びます |
構造強度 | 広く平らな張り出し部分に最適 | 大面積の平坦な表面に対しては効果が弱い |
削除の難易度 | 中程度から高度 | 作業はより簡単、特に細い枝ほど |
算出速度 | 高速 | やや遅い |
最適な用途 | フラットな張り出し部と機能部品 | 急なオーバーハング、小型モデル、複雑な形状 |
ツリーサポートを使用するメリット
まだ迷っているなら、ツリーサポート機能が実際にどのようなメリットをもたらすのか、シンプルに解説します。
1. より清浄な表面仕上げ
接点面積が小さいほど、サポートがモデルに付着する面積も少なくなります。キャラクターの顔面や盛り上がったディテール、テクスチャのある表面など、目に見える箇所では、これがきれいに仕上がるか、後処理に時間を要するかという違いとなります。
2. 後工程の削減
跡が少ない = カッターナイフ、サンドペーパー、パテを使う時間が短縮されます。仕上げ作業を最小限に抑えたい量産用プリントでは、ツリーサポートが仕上げ工程のボトルネックを大幅に緩和します。
3. 材料費と工数の低減
同じサポート作業でフィラメント使用量が30〜50%少ないということは、大規模な印刷ロット全体でのコスト削減を意味します。より細いブランチは押出速度が速いため、多少複雑なパス生成を考慮に入れても印刷時間が短縮されます。適切な3Dプリンターフィラメントを選ぶことも、サポート材の密着性と剥離性に影響します。
4. 立ち入り困難な構造物へのアクセス
ツリーサポートはモデルの特徴に沿って生成できます。通常のサポートではできません。プリントに内部空洞、オーバーハング下のオーバーハング、またはクリアランスが重要な特徴がある場合、ツリーサポートが唯一の実用的な選択肢となることが多いです。画像から始まるモデルについては、当社の画像からSTLへの変換ガイドで、サポートを気にする前に印刷可能なファイルを取得する方法を説明しています。あるいは、モデリング手順を完全に省略することも可能です:、テキストや画像から印刷可能な3Dモデルを生成し、クリーンなメッシュトポロジーでSTLまたはOBJとしてエクスポートできるため、スムーズにスライスできます。
5. 取り外しやすさ
小さな接触点は、広い支持ブロックに比べて回転の力によってよりきれいに外れます。重要なテクニックは「引かずに捻る」ことです。このコツを身につければ、支持ブロックの除去が明らかに速くなります。
ツリー状サポートを使用すべき場合
すべてのプリントにツリー型サポートが必要なわけではありません。以下は実用的な枠組みです。
ツリーサポートを使用する場合:
- ミニチュアやフィギュアの3Dプリントマント、高く掲げた腕、翼、髪、そして顔のディテールを備えています。小さな接触点により、繊細な造形を維持できます。
- オーバーハングは急峻です(垂直面から55° 以上)。 一般的なサポート材は緩やかな傾斜用に設計されています。急な張り出しには、枝の方向性を活かしたリーチが必要です。
- 表面仕上げが重要です。 見られるための印刷物は、より清潔な接触面からのメリットがあります。
- モデルに複雑な形状や内部空洞があります。ツリーの枝は、行と列では辿れない場所への移動を可能にします。
- 後処理時間を最小限に抑えたい。 大量に印刷する場合、1枚あたりの節約時間があっという間に積み上がります。
従来のサポートを利用すべき場合:
- 張り出し部分は大きくて平らです。平らな表面では、ツリーサポートの方がグリッドサポートよりも接地面積が大きくなります。大きな平らな表面には、ラインサポートまたはグリッドサポートを使用してください。
- 構造荷重は重要です。 大きな応力がかかる機能部品には、高密度の格子状パターンが機械的強度に優れています。
- スライサーが繰り返しクラッシュしています。 Cura には、ツリーサポートとマルチモデルスライシングの組み合わせで既知の不具合があります。ラインサポートを使用するか、PrusaSlicer をご検討ください。
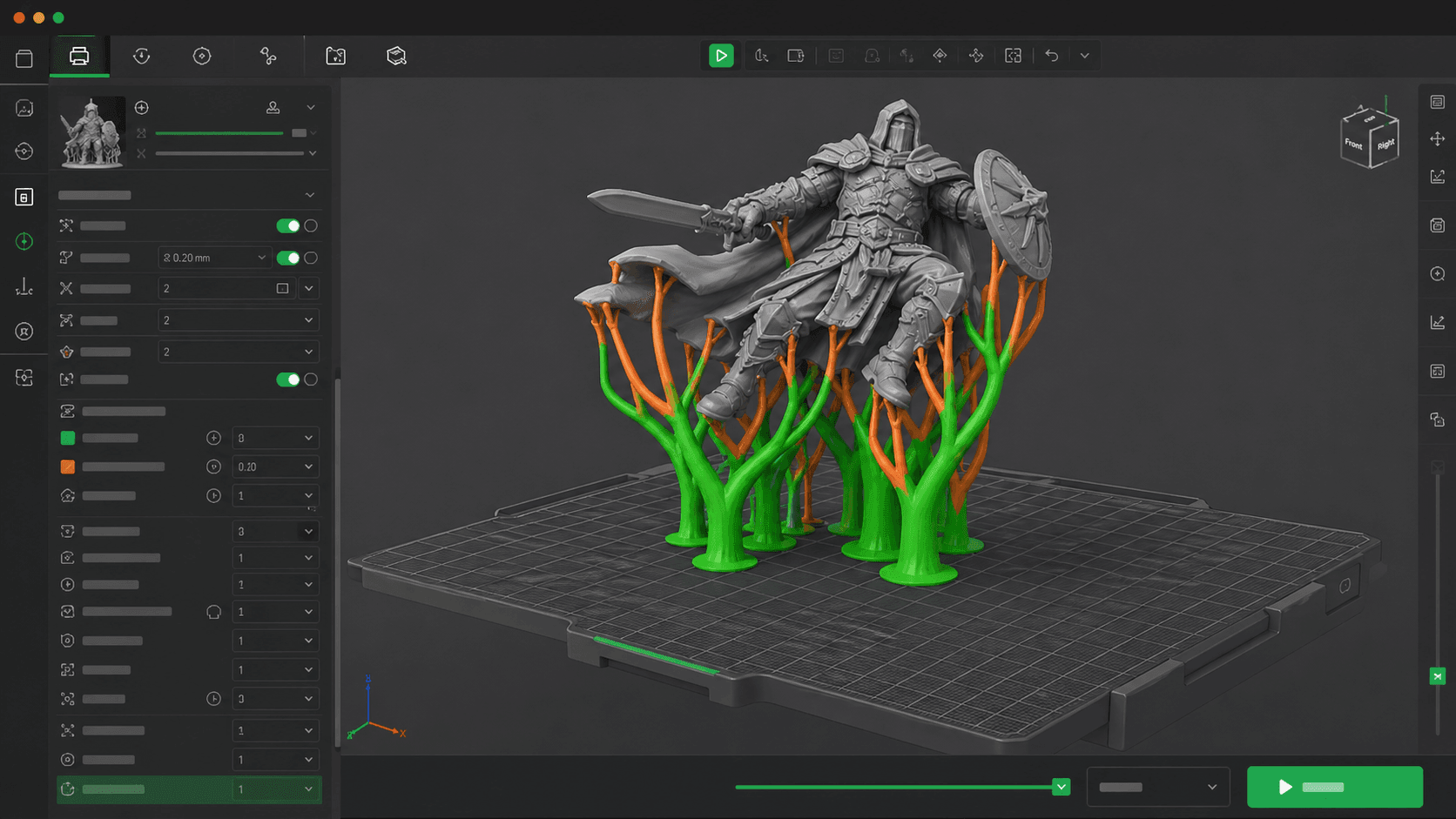
樹状サポートの最適な設定
ツリーサポートを有効にするのは簡単ですが、適切に調整するにはいくつかの重要な設定を理解する必要があります。実際に重要な設定項目を紹介します。
Cura 設定
ツリーサポートを有効にする: 設定 → 可視性の設定 → 「すべて」にチェック → サポート → サポートタイプ → ツリー を有効にするサポートを生成
サポート分岐角度 (最重要項目)
枝の傾き具合を調整します。値が高いほど垂直になり安定しますが、急勾配の下には届きにくくなります。値が低いほど角度が大きくなり、届きやすさは向上しますが、枝は細くなる傾向があります。
- Default: 50°
- 精密なミニチュア: 40–50°
- 可動部:50~60°
支持枝の直径
幹の根元の太さ。細すぎると倒れるリスク、太すぎると資材の浪費や除去が困難になります。
- 既定値: 2mm
- 精密模型・化粧品:1~1.5mm
- 機能部の厚さ:2~3mm
支持枝の分岐角
テーパリング速度を制御します。値が高いほどテーパリングが速くなり、先細りが細く、印刷がクリーンになりますが、その 代わりに枝の強度は低下します。デフォルト設定はほとんどの印刷に適しています。問題解決のため以外では調整しないでください。
支持屋根と支持床
これにより、サポートとモデルの間に水平プレートを追加します。接触面積が増えるため、密着性は向上しますが、その分後処理の手間が増えます。
- ミニチュアや化粧品用プリントの場合は0mmに設定:枝先に完全に頼る
- 層間接着が問題となる、平坦面の広いオーバーハングを持つ機能部品には、0.2~0.4mmに設定します
ヒント: ツリーサポートが生成されているがモデルに届かない(プレビューで浮いている)場合は、枝の角度 を50〜60°に大きくしてください。それでも改善されない場合は、モデルを回転させてみてください。
PrusaSlicer設定
PrusaSlicerではツリーサポートをオーガニックサポートと呼びます(印刷設定 → サポート → タイプ: オーガニック)。
キーパラメータ:
- オーガニックサポートの枝分かれ角度: 45–55°がデフォルト値です。オーバーハングの勾配に合わせて調整してください。
- 実生台木の枝の直径(下部):Curaのブランチ径に相当するトランク幅
- オーガニックサポート枝の直径(上部): チップの幅は、接触点のサイズを調整します。
PrusaSlicerのオーガニックサポートは、複雑な形状に対してより整った分岐構造を生成する傾向があります。特定のモデルでCuraでうまく処理できない場合は、PrusaSlicerを試す価値があります。詳細なパラメータについては、PrusaSlicerのオーガニックサポートドキュメントをご覧ください。
Bambu Studio 設定項目
サポート構造 → サポートをオンにする → サポートスタイル: ツリー(自動)
Bambuの実装はより自動化された実装となっています。「自動」モードはほとんどの最適化を自動的に処理します。設定は、サポート → ツリーサポートの詳細設定以下の通りです:
- 分岐角度 枝がどれだけ傾いているか
- チップの直径: 接触点のサイズを制御
- 壁厚: 安定性を高めるため、ツリー構造を取り囲むように外装を追加します
Bambuのトゥリーサポートは接触点を最小限に抑える設計で、表面仕上げに優れた結果が得られます。モデルに応じた推奨設定については、Bambu Studioのサポート設定ガイドをご確認ください。
3D プリントからのツリーサポートの剥がし方
ツリーサポートは従来のサポートよりも取り外しが容易ですが、手法が重要になります。
プリントをまず冷却してください。冷えたPLAはパキッと綺麗に割れます。温かいPLAはネバネバして伸びます。取り外す前に10分間冷凍庫に入れる人もいます。実際に効果的です。
引っ張らずに、ねじってください。 付け根近くで枝をつかみ、ねじります。まっすぐ引っ張るよりも、ねじることで先端がよりきれいに取れます。
正しいツールを使用してください:
- 細い枝:切り詰めバサミまたは剪定バサミ
- 太めの幹用:ニードルノーズプライヤー
- 余分なバリ:鋭利なホビーナイフまたは細かいサンドペーパー
頑固な接触点の場合: ヒートガンで短時間加熱し、モデル本体に影響を与えずにサポート材が柔らかくなる程度に加熱します。その後、もう一度ねじります。
最大の間違い: 急ぐこと。サポート材をチップの表面から無理に剥がすこと。剥がれないときは、もっと時間をかける、より温める、または角度を変える必要があります。
ツリーサポートでよくある問題のトラブルシューティング
モデルに接続されないブランチ
ほぼ常にブランチ角度の問題です。角度が浅すぎる場合、枝が十分な長さを得る前に急峻な形状に到達できません。50〜60°に上げて再スライスしてください。それでもうまくいかない場合は、モデルを回転させてください。
印刷途中でツリーサポートが崩れてしまう
主軸の直径が荷重に耐えられないほど細いです。支持枝の直径サポートブランチの直径0.5〜1mm の範囲で。また、初層の印刷状態を確認してください。初層の接着不良は印刷全体に伝播し、サポートの崩壊リスクが高まります。
ツリー型サポート使用時に Cura が異常終了する
これはCuraの既知のバグです。ツリーサポートと、ビルドプレート上に複数のモデルを配置した状態を組み合わせると、クラッシュや意味をなさないサポートの生成が発生する可能性があります。回避策:
- モデルを1つずつスライスしてください
- ~に切り替えPrusaスライサー またはBambu Studio そのプリント用
- マルチモデル印刷には従来のラインサポートを使用
モデル表面へのサポートの融合
通常は以下のいずれかが原因です
- 接触点が過大です。 スライサー設定でノズル径を小さく設定してください。
- プリント温度が高すぎる。 ノズル温度を5~10°C下げてください。PLAは200°Cでは190°Cよりも溶融が激しくなります。
- 冷却不足。サポート層の冷却ファン速度を増加させてください。
サポート材が付着していた箇所の表面仕上げの粗さ
木の支柱でも痕が残ることがあります。まだ凹凸が見られる場合は:
- 確実にする屋根・床の支持部 は 0mm に設定される(プレートがモデルに接触しない状態)
- 減らしてみてくださいサポートインターフェイス・壁厚 スライサーで利用できる場合
- モデルの向きを調整し、最も詳細に描かれた面が来るようにしてくださいただいま席を外しています ビルドプレートから。上向きの面には最も多くのサポート痕跡が残ります。
安定性と構造健全性の向上
ツリーサポートは、高荷重に対して従来のサポートよりも耐荷重が低くなります。強度が重要な場面で強度を確保しつつ効果的に活用する方法を解説します。
幹の直径を太くします。 基部が最も大きな荷重を支えます。幹の直径を2mmから3mmにすることで、材料コストの増加を最小限に抑えながら、荷重耐性を大幅に向上させることができます。
大きな平坦面には補強用の屋根を追加します。薄い水平プレート(0.2〜0.4mm)は、平坦な張り出し部分にかかる荷重をより均等に分散させ、先端部のみが圧力で変形するのを防止します。
ビルドプレートをわずかに傾ける。 ほとんどのスライシングソフトではモデルを傾けることができます。5~15°のわずかな角度で、サポートが必要となる面が変化し、必要なサポート材の総量を削減できます。
サポートにはより強度の高い材料を使用してください。 デュアルヘッド対応のプリンターをお持ちの場合、サポートを異なる材料で造形することで(例:PLAの造形物にPETGでサポートを造形する場合や、PLAの造形物に水溶性PVAでサポートを造形する場合など)、表面を傷つける恐れのある物理的な除去を行わずに、溶解や加熱によってサポートを除去できます。
サポート材除去の簡素化
基本のひねり技法に加え、これらのアプローチは取り外しをより迅速かつ安全にします:
まずサポート接触部のサイズを最適化してください。 これは除去の難易度に最も大きく影響する設定です。接触部が小さいほど、きれいに除去できます。ほとんどのスライサーでは、この項目を直接設定できます。
サポート密度を下げる。 サポートが多いほど接着点が増えるため、表面へのダメージも大きくなります。ツリー型サポートの場合、ほとんどの造形物で 10〜15% の密度で十分です。急なオーバーハングがある場合のみ、15〜20% に増やしてください。それ以上は通常、逆効果となります。
方向を戦略的に決める。 ビルドプレートに最も近い面(下向きの面)には、常に最も多くのサポートを必要とし、最も目立つ跡が残る。最も重要な面が上向きまたは横向きになるように向きを調整し、ツリーサポートが浅い角度で最小限の接触となるように届くようにしましょう。
レジンプリントの場合: レジンでのツリー型サポートは、構造的な支持のためではなく、引き離し角度の最適化と吸引力の低減を目的としています。ChiTuBox、Lychee Slicer、PrusaSlicerのレジンモードでは、可能な限り内部の樹脂滞留を防ぐため、水抜き穴 と 中空化 を優先してください。FDMユーザーで最初のプリンターをお探しの方は、当社のお子様向けおすすめ3Dプリンターガイド で、サポートが必要なプリントにも適した、密閉型で安全なオプションをご紹介しています。
材料ロスの削減と溶着の防止
使用材料の削減
ツリーサポートは構造的に効率が良いだけでなく、さらに性能を引き出すことも可能です。
- モデルの配置から始めてください。45度の傾斜(ティルト)は、多くの場合、設定調整よりも総サポート体積を減少させます。モデルが3MF形式の場合は、当社の記事をご覧ください。3MF から STL への変換ガイドまずスライサー互換性のある形式に変換して。
- 実用上支障のない範囲で、枝の直径をできるだけ細くしてください。 ミニチュアの場合:1~1.2 mmで十分なことが多いです。より薄いと材料の使用量が減り、印刷速度が上がります。
- 屋根/床のサポートを無効化 ただし、層の密着のために特に必要な場合を除きます。
サポート融合の防止
サポート材がモデル表面に融着する現象をフュージョンと呼び、通常は熱、圧力、または冷却不足によって発生します。
- ノズル温度を5~10°C下げる 密着性を抑えるため
- 冷却ファン速度を上げるサポート層用 (PLA向け50–100%)
- サポート界面の層厚を低くする 薄い層ほど早く冷えるので
- 間隔を追加:一部のスライサーでは、Z ギャップサポートとモデル表面との間の(垂直オフセット)。わずか 0.1mm でも、サポートの有効性を損なうことなく溶融量が低下します
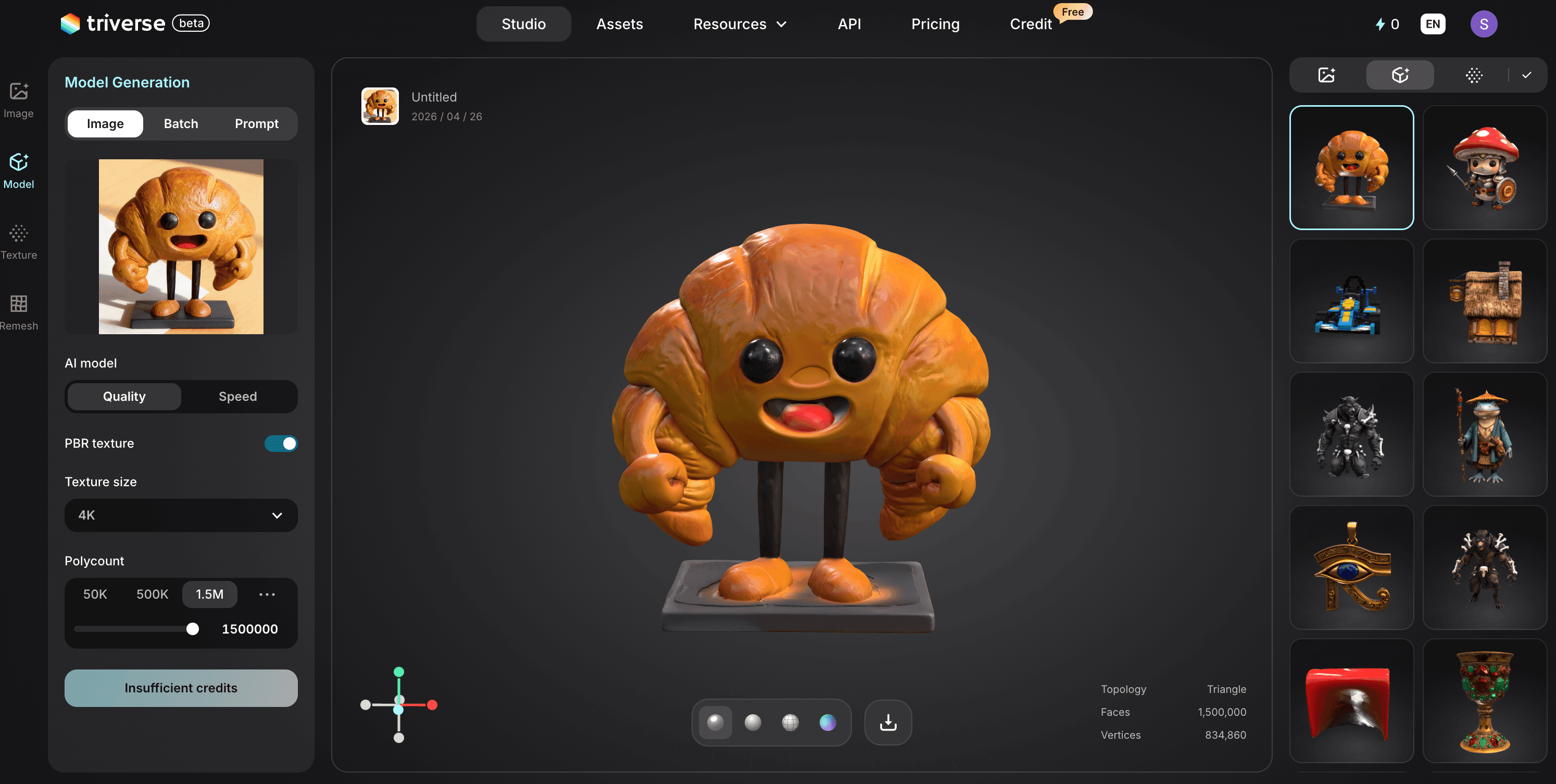
Triverse AI でサポートに優しい 3D モデルを生成
多くのサポートガイドで見落とされがちな点ですが、どの程度のサポートが必要かはモデル自体が決定します。
非多様体エッジ、反転した法線、または内部自己交差を持つメッシュは、スライサーに本来サポートが不要な場所にサポートを生成させます。最適化する代わりに、形状の修正に追われることになります。クリーンなメッシュトポロジーであれば、スライサーがオーバーハング角度を正確に読み取り、必要な場所にのみサポートを生成し、材料の無駄を減らして良好な造形結果が得られます。
Triverse AI は、3D プリンティングのワークフローにおいて以下のように機能します。Triverse AI。テキストの説明から3D モデルを生成するか、単一の参考画像からモデルを作成でき、出力結果は追加の修復作業なしでスライスできるほど品質が高く、そのまま使用できます。複雑または非常に詳細なジオメトリの場合でも、Blender でメッシュの確認や手直しが必要になる場合もありますが、大半の修正作業は自動で行われます。
サポートにおいてメッシュ品質が重要な理由:
- 水密メッシュはすっきりスライスできます。 隙間なし、反転した面なし、不要な場所に不審なサポート構造が出現しません。
- 整ったトポロジー = 予測しやすいオーバーハング。スライサーがオーバーハング角度を正確に計算します。その結果、モデルが実際に必要とする箇所にのみサポート材が付加されます。
- STLおよびOBJのエクスポート Triverse は、Cura、PrusaSlicer、Bambu Studio と互換性のある標準形式を出力します。ファイルをスライサーにドラッグアンドドロップするか、ファイルを投入し、ツリーサポートを有効にすれば、すぐ印刷できます。
- 修理やメンテナンスの時間を減らし、印刷作業に充てる時間を増やします。 ダウンロードしたメッシュを1時間かけて修復しても、壊れたサポートが生成されるという経験をした人にとって、これこそが実際に解決しようとしているボトルネックです。
ミニチュア、ゲームアセット、または装飾品(ツリーサポートが真価を発揮するまさにその用途において)を印刷する場合、きれいなモデルから始めることで、サポートの問題をあらゆる種類未然に防ぐことができます。
ツリーサポートに関するよくある質問
ツリーサポートとオーガニックサポートの違いは何ですか?
これらは同じものです。Cura では「ツリーサポート」、PrusaSlicer では「オーガニックサポート」、Bambu Studio では「ツリー(自動)」と呼ばれています。根底にあるアルゴリズムは 3 つすべてで類似しており、ビルドプレートからモデルに向かって枝が成長し、伸びるにつれて細くなり、最小限の接触点で接触します。
ツリーサポートは従来のサポートよりも材料を少なく使用しますか?
ツリーサポートは通常、同じジョブに対して従来のラインまたはグリッドサポートよりも 30〜50% 少ないフィラメントを使用します。これは、それらがより細く、必要な場所だけに接触するためです。これにより、印刷時間が短縮され、1 回あたりの材料コストも低下します。
ツリーサポートは平坦なオーバーハングを支えられますか?
広く平坦なオーバーハングには適していません。平坦な表面上のツリーの枝は複数の接触点を作り出し、望ましい状態とは逆になります。広く平坦なオーバーハングには、従来のラインまたはグリッドサポートを使用してください。ツリーサポートは、急勾配で複雑なオーバーハングに優れています。
なぜツリーサポートがモデルに到達しないのですか?
おそらく枝の角度が浅すぎます。これを 50〜60°に増やして再スライスしてください。それでもうまくいかない場合は、モデルを別の角度に回転させてみてください。多くの場合、設定よりも向きの方が重要です。
ツリーサポートは機能部品にとって十分な強度がありますか?
荷重がかかった状態での大きな平坦なオーバーハングに対して、ツリーサポートは高密度のラインサポートほど強くありません。急勾配または複雑なオーバーハングを持つ機能性パーツの場合、枝の直径を太くすればツリーサポートも効果的に機能します。大きな平坦な機能性オーバーハングには、ラインまたはグリッドサポートを使用してください。
高精細なプリントにおけるサポート痕を最小限にするにはどうすればよいですか?
次の 3 点を実行してください:枝の直径を小さく(1〜1.5mm)してツリーサポートを使用し、サポートルーフ/フロアを 0mm に設定して枝の先端のみが接触するようにし、最も詳細な表面がビルドプレートから遠ざかるようにモデルの向きを調整します。
ツリーサポートに最適なスライサーは何ですか?
PrusaSlicer のオーガニックサポートは、複雑な形状に対して最も信頼性の高い枝構造を生成する傾向があります。Bambu Studio も優秀で、より自動化されています。Cura もよく機能しますが、ツリーサポートを使用し、かつ複数のモデルを配置した場合に既知のバグがあります。3 つすべてが実用可能です。特定のモデルで問題が発生した場合は、別のスライサーを試してみてください。
ベッド上で複数モデルと共にツリーサポートを使用できますか?
Cura には、ツリーサポートと複数モデルを組み合わせる際の既知のバグ(クラッシュ、意味のない生成など)があります。一度に 1 つのモデルをスライスするか、複数モデルの印刷には PrusaSlicer または Bambu Studio に切り替えてください。
結論
ツリーサポートは普遍的な代替手段ではありません。それらは特殊なツールです。ミニチュア造形、複雑な形状、表面仕上げが重要なプリントでは、ラインサポートやグリッドサポートよりもより優れた性能を発揮します。大きな平坦なオーバーハング部分には、従来のサポートが依然として適切な選択肢です。
コツは、それぞれを適切に使い分けることです。ほとんどのスライサーでは切り替えが簡単で、後処理にかかる時間の違いは明らかです。急なオーバーハングがある次のプリントで、ツリーサポートを試してみてください。設定に10分かけるだけで、それが最適なツールかどうかすぐにわかるでしょう。もしモデリングの手間を省いて、直接スライス工程に進みたい場合は、Triverse AI がテキストプロンプトや単一の画像から印刷準備の整った3Dモデルを生成し、きれいなメッシュ形状のSTLファイルとしてエクスポートします。