Древовидные опоры в 3D-печати: Полное руководство (2026)
Узнайте, как работают древовидные опоры в 3D-печати, когда их стоит использовать вместо традиционных, и как настроить параметры в Cura, PrusaSlicer и Bambu Studio для получения более чистых моделей с меньшим расходом материала.
26 апреля 2026 г.
Вы завершили шестичасовую печать миниатюры. В слайсере она выглядела идеально. Но когда вы убрали поддержки, вместе с ними отвалилась половина лица.
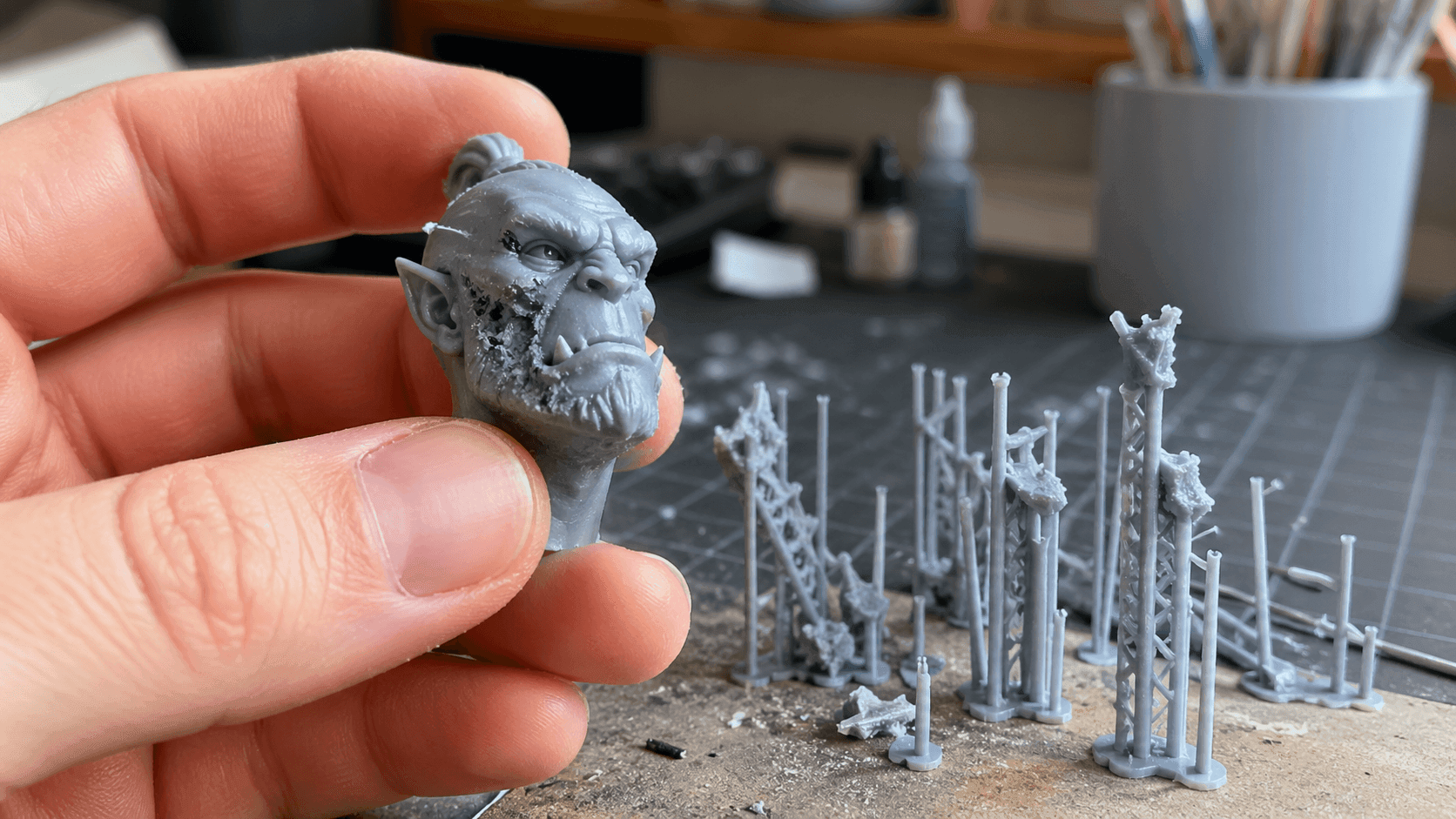
Деревянные опоры существуют, чтобы закрыть этот пробел. Вместо вертикальных колонн, контактирующих со всем, что находится под свесом, они растут как ветви. Они достигают нужных мест и касаются минимально возможного количества объектов. В этом руководстве описано, как они работают, когда они превосходят традиционные опоры, как их настроить и как избежать типичных проблем.
Что такое древовидные поддержки в 3D-печати?
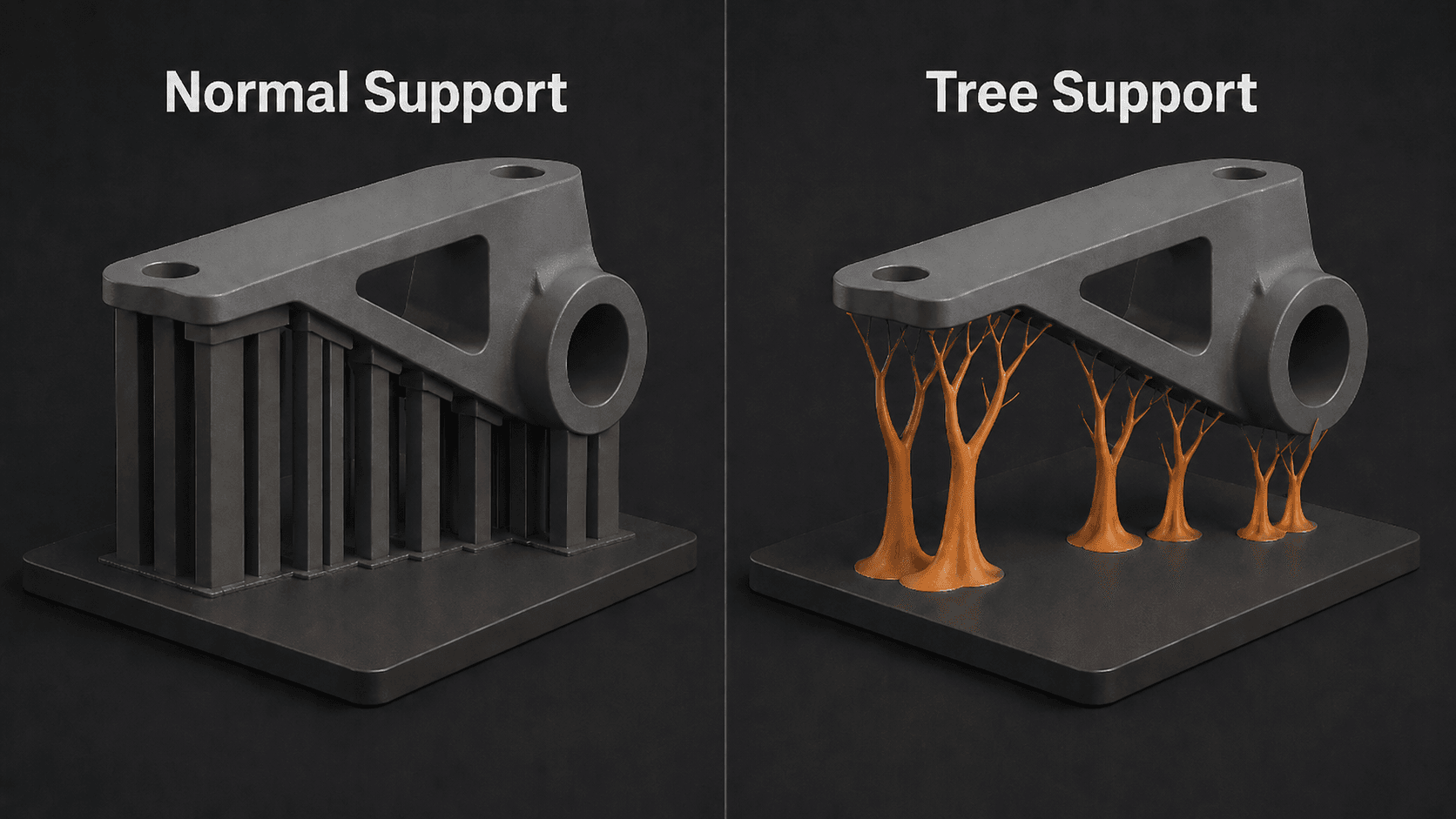
Древовидные опоры — это структура поддержки, создаваемая вашим слайсером. Стандартные линейные или сетчатые опоры — это вертикальные столбы, расположенные равномерно под свесами. Древовидные опоры работают по другому принципу: они растут вверх от рабочей платформы, как ветви.
Конструкция опор эффективна: толстый ствол у основания, где механическое напряжение максимально, постепенно сужается в направлении к модели. Концы ветвей касаются модели точечно, а не по всей поверхности. Если вы новичок в 3D-печати, ознакомьтесь с нашим руководством по лучшему CAD-ПО для 3D-печати, чтобы убедиться, что ваши модели готовы к печати ещё до этапа добавления поддержек.
Это важно, потому что:
- Чем меньше область контакта, тем меньше отметин остаётся на модели. Стандартная опция касается всей области под нависающей частью. Древовидная структура касается только необходимых элементов.
- Направленный охват. Поскольку каждая ветвь растет независимо, древовидная опора может огибать геометрию модели, которая мешала бы прямому вертикальному стержню.
- Меньше материала, быстрее печати. Более тонкие ответвления экструдируют меньше нити. Документация Cura отчет отмечает сокращение расхода материалов до 50% в некоторых случаях.
Компромисс: древовидные опоры структурно слабее, чем плотные линейные решётки. Для массивных плоских нависающих элементов, где важно распределение нагрузок, они не всегда являются правильным выбором.
Чем опоры для деревьев отличаются от стандартных
Основное различие заключается в геометрии и стратегии контакта с поверхностью.
Обычные опоры (линейные, сетчатые или шестиугольные) формируют вертикальные колонны по повторяющемуся шаблону. Они надёжны, быстро вычисляются и предсказуемы. Проблема: они поддерживают всё под свесом, даже если это не требуется. Кроме того, они создают большие площади контакта, что оставляет заметные следы.
Древовидные опоры используют другой подход. Каждая опора формируется как единая структура от рабочего стола до определенной точки контакта на модели. Алгоритм определяет оптимальный путь, учитывая геометрию модели, и в результате получается структура, специально созданная для данной печати, а не универсальная сетка, применяемая равномерно.
Практическое отличие для большинства пользователей:
- Стандартные поддержки: большее количество опор, больше материала, труднее удалять из труднодоступных мест, оптимальны для больших плоских свесов
- Древовидные опоры: меньше следов, экономия материала, лучшая адаптация к сложной геометрии, легче удаляются
Выбор не в том, что один из них универсально лучше другого. Речь идёт о том, чтобы сопоставить тип поддержки с геометрией печати.
Сравнительная таблица: Древовидные опоры в сравнении с традиционными опорами
Фактор | Традиционные средства поддержки | Опоры для деревьев |
Область контакта | Большая равномерная сетка | Небольшие единичные точки контакта |
Использование материалов | Высшее | На 30–50% меньше |
Скорость печати | Стандарт | Быстрее (с меньшим экструзионным усилием) |
Качество поверхности | Больше пометок, требуется привести в порядок | Лаконичные, минималистичные значки |
Навигация по геометрической модели | Движение только по прямой — перекрывается препятствиями | Ветви изгибаются вокруг геометрических форм |
Прочность конструкции | Идеально подходит для больших плоских навесов кровли | Хуже работают для больших плоских поверхностей |
Сложность удаления | От средней до высокой сложности | Легче обрезать, особенно тонкие ветки |
Расчетная скорость | Быстро | Немного медленнее |
Наилучший сценарий использования | Плоские навесы, функциональные детали | Крутые навесы, мелкие детали, сложные узлы |
Преимущества использования древовидных поддержек
Если вы всё ещё сомневаетесь, вот простой обзор реальных преимуществ поддержки деревьев.
1. Повышенная чистота поверхности
Меньшая площадь контакта означает меньшую площадь сцепления опоры с моделью. На видимых поверхностях, таких как лица персонажей, рельефные детали и текстурированные зоны, это определяет разницу между печатью без дефектов и моделью, которую придется часами шлифовать и шпатлевать.
2. Меньше постобработки
Меньше отметок от поддержек = меньше времени с модельным ножом, наждачной бумагой или шпаклёвкой. Для производственной печати, где нужно свести финишную обработку к минимуму, древовидные опоры значительно сокращают время постобработки.
3. Снижение материальных и временных затрат
Расход пластика на 30–50% меньше при создании тех же опорных структур означает экономию при крупных тиражах печати. Более тонкие ветки также укладываются быстрее, поэтому время печати сокращается даже с учётом несколько более сложной генерации траекторий. Правильный выбор пластика для 3D-печати также влияет на то, насколько хорошо поддержки имеют адгезию к модели и отделяются от неё.
4. Доступ к геометрии труднодоступных зон
Древовидные поддержки формируются вокруг элементов модели. Стандартные поддержки — нет. Если ваша модель имеет внутренние полости, вложенные свесы или элементы, требующие точных зазоров, древовидные поддержки часто являются единственным практичным вариантом. Для моделей, создаваемых на основе изображений, наше руководство по конвертации изображений в STL рассказывает, как получить готовые к печати файлы прежде чем переходить к настройке поддержек. Или полностью пропустите этап моделирования: , может генерировать готовые к печати 3D-модели из текста или изображений, экспортируемые в формате STL или OBJ с корректной топологией сетки, обеспечивающей беспроблемную нарезку.
5. Более простое удаление
Маленькая точка контакта отделяется чище при вращательном усилии, чем широкая опорная площадка. Ключевая техника: скручивайте, а не тяните. Как только вы это освоите, удаление древесных опор займёт значительно меньше времени.
Когда следует использовать древовидные опоры
Не каждая модель требует поддержек в виде деревьев. Вот практический подход:
Используйте древовидные поддержки, если:
- Печать миниатюр или моделей включая плащи, поднятые руки, крылья, волосы и детали лица. Малая площадь соприкосновения позволяет сохранить тонкие детали вашей работы.
- Участки с нависанием имеют угол более 55 градусов относительно вертикали. Стандартные опоры рассчитаны на средние углы наклона. Крутые навесы требуют направляющих выносов веток.
- Чистота поверхности важна. Любой отпечаток, созданный для демонстрации, становится лучше благодаря чистому контакту.
- Модель имеет сложную геометрию или внутренние полости. Ветви деревьев обходят там, где не могут пройти линейные колонны.
- Вы хотите сократить время на пост-обработку. Если вы занимаетесь 3D-печатью в больших объемах, экономия времени на каждом отпечатке быстро суммируется.
Следуйте традиционным методам поддержки в случаях, когда:
- Козырек большой и плоский. Деревянные ветки на плоскости создают больше точек контакта, чем решётка. Для больших плоских поверхностей используйте прямые или сетчатые опоры.
- Нагрузка на конструкцию критически важна. Для функциональных деталей, испытывающих значительные нагрузки, сетки с высокой плотностью линий обладают механическим превосходством.
- Ваш слайсер постоянно аварийно завершается. В Cura есть известные баги с древовидными поддержками при слайсинге нескольких моделей. Используйте линейные поддержки или попробуйте PrusaSlicer.
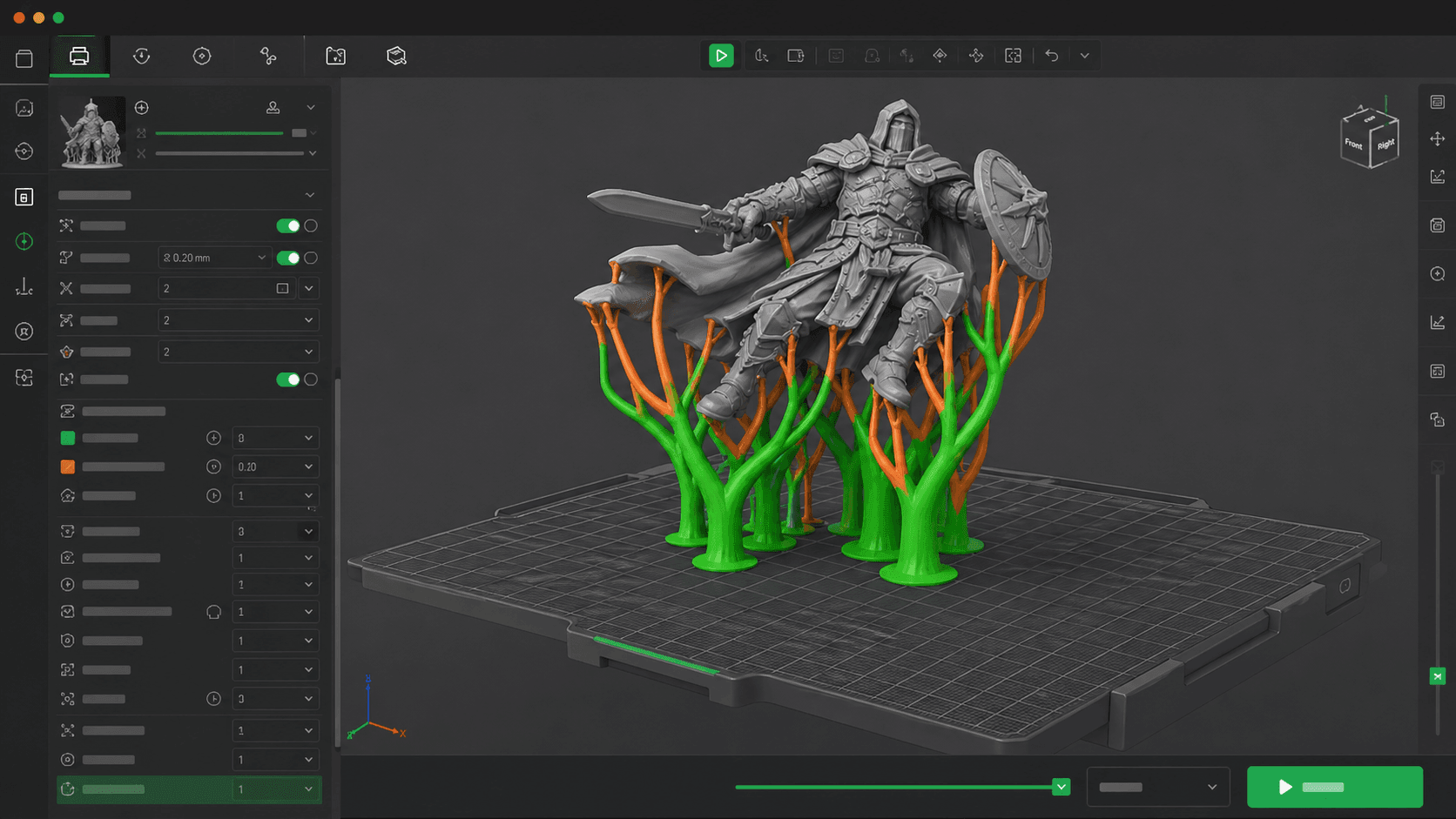
Оптимизация настроек поддержки деревьев
Включение древовидных опор — это просто. Чтобы их оптимально настроить, нужно понимать несколько ключевых параметров. Вот что действительно важно.
Настройки Cura
Включить древовидные опоры: Настройки → Настроить видимость → отметить «Все» → Поддержки → Тип поддержки → выберите Дерево → включите Генерировать поддержку
Угол опоры ветки (самое важное)
Управляет степенью наклона ветвей. Более высокие значения = более вертикальное положение = большая устойчивость, но до них сложнее добраться при крутом рельефе. Более низкие значения = больший угол наклона = лучшая досягаемость, но ветви становятся тоньше.
- По умолчанию: 50°
- Детальные миниатюры: 40–50°
- Функциональные узлы: 50–60°
Диаметр опорной ветви
Толщина ствола у основания. Слишком тонкий — риск обрушения. Слишком толстый — перерасход материала, труднее удалить.
- По умолчанию: 2 мм
- Миниатюры / косметическая отделка: 1–1,5 мм
- Функциональные части: 2–3 мм
Диаметральный угол опорной ветви
Регулирует скорость сужения. Более высокое значение означает более быстрое сужение, более тонкие вершины и лучшее качество печати, но более хрупкие ветви. Значение по умолчанию подходит для большинства моделей. Не меняйте этот параметр, если не решаете конкретную проблему.
Несущая крыша и несущий пол
Эти элементы устанавливают горизонтальную пластину между опорой и моделью. Они увеличивают площадь контакта, что обеспечивает лучшую адгезию, но увеличивает объем последующей очистки.
- Установите 0 мм для миниатюр и декоративных моделей: полностью положитесь на кончики ветвей поддержек
- Установите 0,2–0,4 мм для функциональных деталей с большими плоскими нависаниями при проблемах с адгезией слоёв
Совет: Если древовидные поддержки генерируются, но не достигают модели (висят в предварительном просмотре), увеличьте угол ветвления до 50–60°. Если это не поможет, попробуйте повернуть модель.
Настройки PrusaSlicer
PrusaSlicer называет древовидные поддержки «Органическими поддержками» (Настройки печати → Поддержки → Тип: Органические).
Ключевые параметры:
- Угол подразделения организационной поддержки: 45–55° по умолчанию. Настройте в зависимости от крутизны свеса.
- Диаметр нижней опорной ветви: Ширина стержня, равна диаметру ветки в Cura.
- Диаметр верхней части опорных органических веток: Ширина острия определяет размер точки контакта.
Органические поддержки в PrusaSlicer обычно формируют более аккуратные ветвления для сложной геометрии. Если Cura вызывает трудности с конкретной моделью, стоит попробовать PrusaSlicer. Полные сведения о параметрах см. в документации по органическим опорам PrusaSlicer.
Настройки Bambu Studio
Подпорки → Включить подпорки → Стиль подпорки: Дерево (Авто)
В реализации Bambu Lab процесс более автоматизирован. Режим «Авто» берет на себя большую часть оптимизации. Настройки находятся в разделе Поддержки → Настройки древовидных поддержек:
- Угол ветвления: насколько прогибаются ветви
- Диаметр наконечника: регулирует размер зоны касания
- Толщина стенки: добавляет обертку вокруг деревовидной структуры для обеспечения стабильности
Поддержки типа «дерево» от Bambu нацелены на агрессивное сокращение точек контакта, что обеспечивает отличное качество поверхности. Проверьтеруководство по настройкам поддержки в Bambu Studio для рекомендаций с учетом особенностей модели.
Как удалить древовидные опоры с 3D-печатной модели
Опоры для деревьев легче снять, чем традиционные, но важно правильно применять технику.
Дайте напечатанному изделию сначала остыть. Холодный PLA отламывается без осколков, а тёплый становится вязким и тягучим. Некоторые мастера помещают отпечатки в морозильную камеру на 10 минут перед извлечением. Это действительно работает.
Скручивайте, а не тяните. Возьмите ветку рядом с точкой контакта и сделайте скручивающее движение. Кончик отламывается чище при скручивании, чем при прямом рывке.
Выбирайте подходящий инструмент:
- Тонкие ветви: бокорезы или кусачки
- Более толстые ветви: длинногубцы
- Оставшиеся облои: острый нож для хобби или наждачная бумага мелкой зернистости
Для сложных мест контакта: Ненадолго прогрейте участок феном, ровно настолько, чтобы размягчить опорный материал, не повредив модель. Затем попробуйте повернуть снова.
Самая большая ошибка: Спешка. Попытка снять опору с поверхности чипов с усилием. Если она не отделяется, нужно больше времени, дополнительный прогрев или другой угол.
Устранение типичных проблем с подпорками для деревьев
Ветки, не достигающие модели
Почти всегда это проблема с Углом ветвей. Если угол установлен слишком низким (слишком пологим), ветви не могут пройти крутые участки геометрии до того, как закончится место. Увеличьте до 50–60° и повторите слайсирование. Если это не поможет, измените ориентацию вашей модели.
Древовидные опоры обрушиваются во время печати
Диаметр основного ствола слишком мал для нагрузки. Увеличьте диаметр опорной ветви на 0,5–1 мм. Также проверьте качество печати первого слоя. Плохая адгезия первого слоя сказывается на всей модели и повышает вероятность отрыва поддержек.
Cura вылетает при использовании древовидных опор
Это известная ошибка в Cura. Древовидные поддержки, используемые совместно с несколькими моделями на столе построения, могут приводить к сбоям или некорректной генерации поддержек. Решения:
- Нарезать модели по очереди
- Переключиться на PrusaSlicerилиBambu Studio для этого отпечатка
- Используйте традиционные линейные поддержки для мультимодельной печати
Поддержка слияния с поверхностью модели
Обычно возникает по одной из двух причин:
- Точка контакта слишком велика.Уменьшите диаметр кончика сопла в настройках слайсера.
- Перегрев при печати Снизьте температуру сопла на 5–10°C. PLA при 200°C плавится интенсивнее, чем при 190°C.
- Недостаточное охлаждение.Увеличить скорость обдува для слоев поддержки.
Неровная поверхность на опорных участках
Даже древовидные опоры могут оставлять следы/отпечатки. Если неровности всё ещё видны,
- ОбеспечитьНесущая крыша / Пол равен 0 мм (без соприкосновения пластины с моделью)
- Попробуйте снизитьТолщина стенки опорной поверхности если эта функция доступна в вашем слайсере
- Поверните модель так, чтобы самая детализированная поверхность была обращена отсутствует с платформы печати. На поверхностях, обращённых вверх, наиболее заметны следы от поддержек.
Повышение устойчивости и конструктивной целостности
Древовидные опоры слабее стандартных при высоких нагрузках. Вот как добиться от них максимальной эффективности там, где важна прочность.
Увеличить диаметр стержня. Основание испытывает наибольшую нагрузку. Увеличение диаметра стержня с 2 мм до 3 мм значительно повышает несущую способность при минимальном увеличении затрат материала.
Добавьте опорную крышу для больших плоских участков. Тонкая горизонтальная пластина (0,2–0,4 мм) более равномерно распределяет нагрузку на плоские свесы, где одни лишь вершины поддержек могут деформироваться под давлением.
Наклоните платформу построения слегка. Большинство слайсеров позволяют наклонять модель. Небольшой угол (5–15°) определяет, какие поверхности требуют поддержки, и часто сокращает общий объем требуемых опор.
Используйте более прочный материал для опор. Если ваш принтер поддерживает двойную экструзию, печать опор из другого материала (например, опоры из PETG для моделей из PLA или растворимого PVA для моделей из PLA) позволяет удалять опоры химическим или термическим способом без механического воздействия, которое может повредить поверхность.
Упрощение процесса отключения поддержки
Выходя за рамки базовой техники скручивания, эти подходы делают удаление более быстрым и безопасным процессом:
Сначала оптимизируйте размер пятна контакта. Это настройка, которая больше всего влияет на трудность удаления. Меньшее пятно контакта = более чистый отрыв. Большинство слайсеров позволяют настроить это напрямую.
Уменьшите плотность поддержек. Больше поддержек = больше точек адгезии = больше повреждений поверхности. Для поддержек типа «дерево» 10–15% плотности обычно достаточно для большинства моделей. Увеличьте до 15–20% только для крутых свесов. Дальнейшее увеличение, как правило, контрпродуктивно.
Выбирайте ориентацию стратегически. Поверхности, расположенные ближе всего к столу принтера (направленные вниз), всегда требуют наибольшей поддержки и на них остаются наиболее заметные следы. Ориентируйте модель так, чтобы критически важные поверхности были направлены вверх или в стороны, где древовидные поддержки смогут подходить к ним под пологими углами с минимальной площадью контакта.
Для фотополимерной печати: поддержки типа «дерево» при печати смолой предназначены в первую очередь для оптимизации угла отрыва и снижения сил отрыва, а не для обеспечения структурной прочности. Настройки в ChiTuBox, Lychee Slicer и фотополимерном режиме PrusaSlicer должны отдавать приоритет дренажным отверстиям и созданию полых моделей, чтобы по возможности полностью избежать использования внутренних поддержек. Для пользователей FDM-принтеров, выбирающих свой первый принтер, наше руководство по лучшим 3D-принтерам для детей описывает закрытые и безопасные варианты, которые также отлично подходят для моделей, требующих большого количества поддержек.
Сокращение отходов материалов и предотвращение нежелательного спекания
Сокращение расхода материалов
Поддержка деревьев уже эффективна по замыслу, но вы можете сделать её ещё производительнее:
- Начните с ориентации модели. Наклон в 45° часто снижает общий объем поддержки эффективнее, чем любая настройка. Если ваша модель в формате 3MF, ознакомьтесь с нашей Руководство по конвертации формата 3MF в формат STL чтобы сначала преобразовать его в формат, совместимый с программой для слайсинга.
- Используйте минимально возможный диаметр ветки. Для миниатюр: 1–1.2 мм часто достаточно. Тоньше = меньше расход материала, быстрее печатать.
- Отключить опоры для крыши/пола только если они вам специально не нужны для адгезии слоёв.
Предотвращение слияния союзников
Фьюжн происходит, когда опорный материал слипается с поверхностью детали, как правило, вследствие тепла, давления или недостаточного охлаждения.
- Уменьшите температуру сопла на 5–10 °C для уменьшения склонности к слипанию
- Увеличить скорость охлаждающего вентилятора для поддерживающих слоёв (50–100% для PLA)
- Уменьшить высоту слоя опорной структуры так более тонкие слои остывают быстрее
- Добавить интервал: Некоторые программы-слайсеры позволяют задать Зазор по оси Z (вертикальный зазор) между поддержкой и поверхностью модели. Даже 0,1 мм уменьшает сплавление, не снижая эффективности поддержки
Создание 3D-моделей, адаптированных для поддержки, с помощью Triverse AI
Вот что большинство гайдов по поддержке упускают: именно модель решает, сколько поддержки вам требуется.
Сетка с рёбрами, не являющимися многообразием, инвертированными нормалями или внутренними самопересечениями заставляет слайсер создавать поддержки там, где это не нужно. В итоге вы боретесь с геометрией вместо её оптимизации. Чистая топология сетки означает, что слайсер корректно считывает углы нависаний, создаёт поддержки только там, где это необходимо, и обеспечивает более качественные результаты с меньшими отходами.
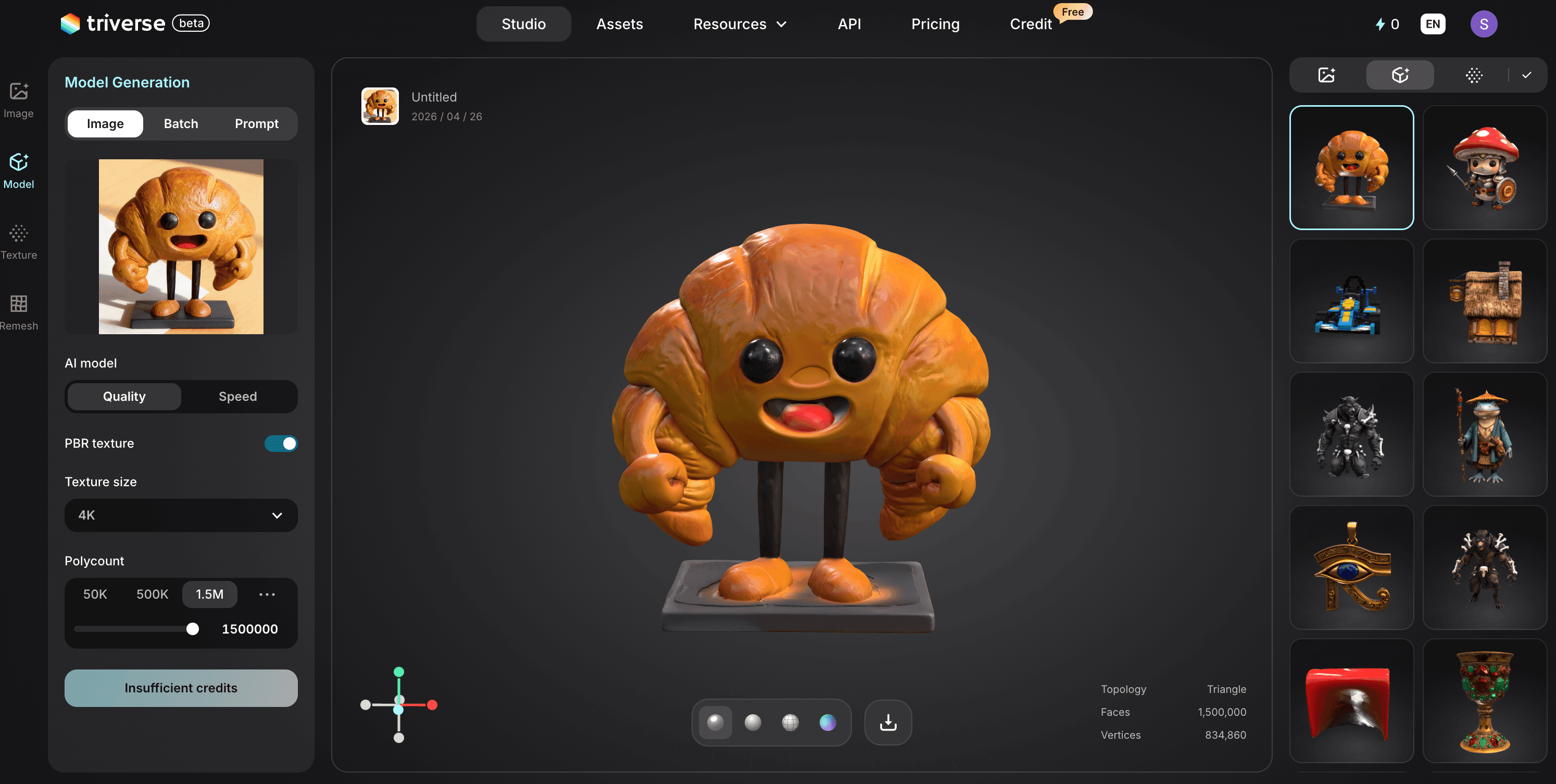
Именно здесь Triverse AI вписывается в рабочий процесс 3D-печати. Вы можете создать 3D-модель по текстовому описанию или по одному опорному изображению, и большинство экспортируемых моделей получаются достаточно готовыми для слайсинга без дополнительной доработки. Для сложной или высокодетальной геометрии вам, возможно, всё же потребуется проверить и подправить сетку в Blender, но основная часть чистки выполняется за вас.
Почему качество сетки имеет значение для опорных структур:
- Герметичные сетки дают чистый разрез.Никаких зазоров, никаких перевернутых граней, никаких непонятных структур поддержки там, где их быть не должно.
- Идеальная топология = предсказуемые свесы. Слайсер точно рассчитывает углы свеса. Поддержка генерируется только там, где это действительно необходимо для данной геометрии.
- Экспорт файлов в форматах STL и OBJ. Triverse экспортирует стандартные форматы, совместимые с Cura, PrusaSlicer и Bambu Studio. Перетащите файл в слайсер, включите древовидные опоры и приступайте к печати.
- Меньше времени на ремонт, больше — на печать.Для тех, кто потратил час на ремонт скачанной сетки, только чтобы обнаружить, что она всё ещё генерирует некорректные поддержки, именно это узкое место и устраняется.
Если вы печатаете миниатюры, игровые активы или декоративные объекты (те самые случаи, где древовидные опоры наиболее эффективны), работа с чистой моделью устраняет целый класс проблем с опорами ещё до их возникновения.
Часто задаваемые вопросы о древовидных опорах
В чём разница между древовидными и органическими опорами?
Это одно и то же. Cura называет их «Древовидные опоры», PrusaSlicer — «Органические опоры», а Bambu Studio — «Древовидные (автоматические)». Базовый алгоритм у всех трёх схож: ветви растут от платформы печати к модели, истончаясь по мере роста вверх, и соприкасаются с ней в минимальном количестве точек.
Используют ли древовидные опоры меньше материала, чем традиционные опоры?
Да, именно так. Древовидные опоры обычно потребляют на 30–50% меньше филамента, чем эквивалентные линейные или сетчатые опоры для той же задачи, поскольку они тоньше и касаются модели только там, где это необходимо. Это также означает более быстрое время печати и меньшую стоимость материала на один отпечаток.
Могут ли древовидные опоры поддерживать плоские свесы?
Они не идеальны для больших плоских свесов. Ветви на плоской поверхности создают множество точек контакта, что противоположно тому, что требуется. Для широких плоских свесов используйте традиционные линейные или сетчатые опоры. Древовидные опоры отлично справляются с крутыми и сложными свесами.
Почему мои древовидные опоры не достигают модели?
Скорее всего, угол ветвей установлен слишком малым. Увеличьте его до 50–60° и переслайсите модель. Если это не поможет, попробуйте повернуть модель под другим углом. Ориентация часто важнее любых настроек.
Достаточно ли прочны древовидные опоры для функциональных деталей?
Они слабее плотных линейных опор при больших плоских свесах под нагрузкой. Для функциональных деталей с крутыми или сложными свесами древовидные опоры могут работать хорошо при увеличении диаметра ветвей. Для больших плоских функциональных свесов используйте линейные или сетчатые опоры.
Как минимизировать следы от опор на детализированных отпечатках?
Три вещи: используйте древовидные опоры с небольшим диаметром ветвей (1–1,5 мм), установите параметры «потолка» и «пола» поддержки равными 0 мм, чтобы касался только кончик ветви, и ориентируйте модель так, чтобы наиболее детализированные поверхности были обращены от платформы печати.
Какой слайсер лучше всего подходит для древовидных опор?
Органические опоры в PrusaSlicer, как правило, генерируют наиболее надёжную структуру ветвей для сложной геометрии. Bambu Studio также отличен и более автоматизирован. Cura работает хорошо, но известны проблемы при работе с древовидными опорами и несколькими моделями. Все три варианта жизнеспособны. Если одна программа вызывает проблемы с конкретной моделью, попробуйте другую.
Можно ли использовать древовидные опоры с несколькими моделями на платформе?
В Cura известны проблемы при использовании древовидных опор с несколькими моделями (вылеты, бессмысленная генерация). Слайсируйте одну модель за раз или переключитесь на PrusaSlicer или Bambu Studio для отпечатков нескольких моделей.
Выводы
Древовидные опоры не являются универсальной заменой. Это специализированный инструмент. Для миниатюр, сложной геометрии и деталей, требовательных к качеству поверхности, они превосходят линейные и сетчатые опоры. Для больших плоских свесов традиционные опоры остаются лучшим выбором.
Навык заключается в том, чтобы знать, когда использовать каждый из них. Большинство слайсеров делают переключение тривиальным, а разница во времени постобработки очевидна. Попробуйте древовидные опоры при следующей печати с сильными нависами. Десять минут на настройку, и вы сразу поймёте, правильный ли это инструмент. А если вы хотите пропустить этап моделирования и перейти сразу к нарезке, Triverse AI создаёт готовые к печати 3D-модели по текстовому запросу или одному изображению, экспортируемые в формат STL с чистой геометрией.