3D打印树形支撑完全指南(2026)
了解 3D 打印中树形支撑的工作原理、何时使用树形支撑替代传统支撑,以及在 Cura、PrusaSlicer 和 Bambu Studio 等软件中如何配置设置,以实现表面质量更好且更易清理的打印并节省耗材。
2026年4月26日
你完成了一个六小时的微缩模型打印。在切片预览中看起来完美无缺。然后你拆除支撑结构时,半张脸随之脱落。
树状支撑的存在正是为了弥补这一不足。与接触悬垂部分下方所有区域的垂直支撑柱不同,它们像树枝般生长。它们精确延伸到需要支撑的区域,并尽可能减少接触点。本指南将详细介绍其工作原理、何时优于传统支撑、如何配置以及如何避免常见问题。
什么是 3D 打印中的树状支撑?
树状支撑(Tree supports)是切片软件生成的一种支撑结构。标准线形或网格支撑是以均匀的图案垂直排列在悬垂下方的柱状结构。树状支撑则不同:它们像树枝一样从打印平台向上生长。
此设计注重功能性:基座处树干较厚,因该处承受的机械应力最大,随着支撑向模型延伸逐渐变细。支撑臂末端以单点接触模型,而非接触整个表面。如果您刚接触 3D 打印工作流程,请查看我们的适用于 3D 打印的最佳 CAD 软件指南,确保您的模型在生成支撑结构之前就已具备可打印性。
这很重要,原因在于:
- 接触面积越小,模型上的印痕越少。标准支撑接触悬垂结构下方的所有区域。树状支撑仅接触需支撑部位。
- 定向伸展。 由于每个分支独立生长,树形支撑可以围绕会阻挡垂直支柱的模型几何体倾斜调整角度。
- 用料更省,打印更快。 较细的支路挤出的线材较少。Cura 文档 记录显示,在某些情况下材料用量最多可减少50%。
取舍:树形支撑在结构上弱于密集的线形网格。对于需要负载分布的大型平坦悬挑结构,它们并不总是最佳选择。
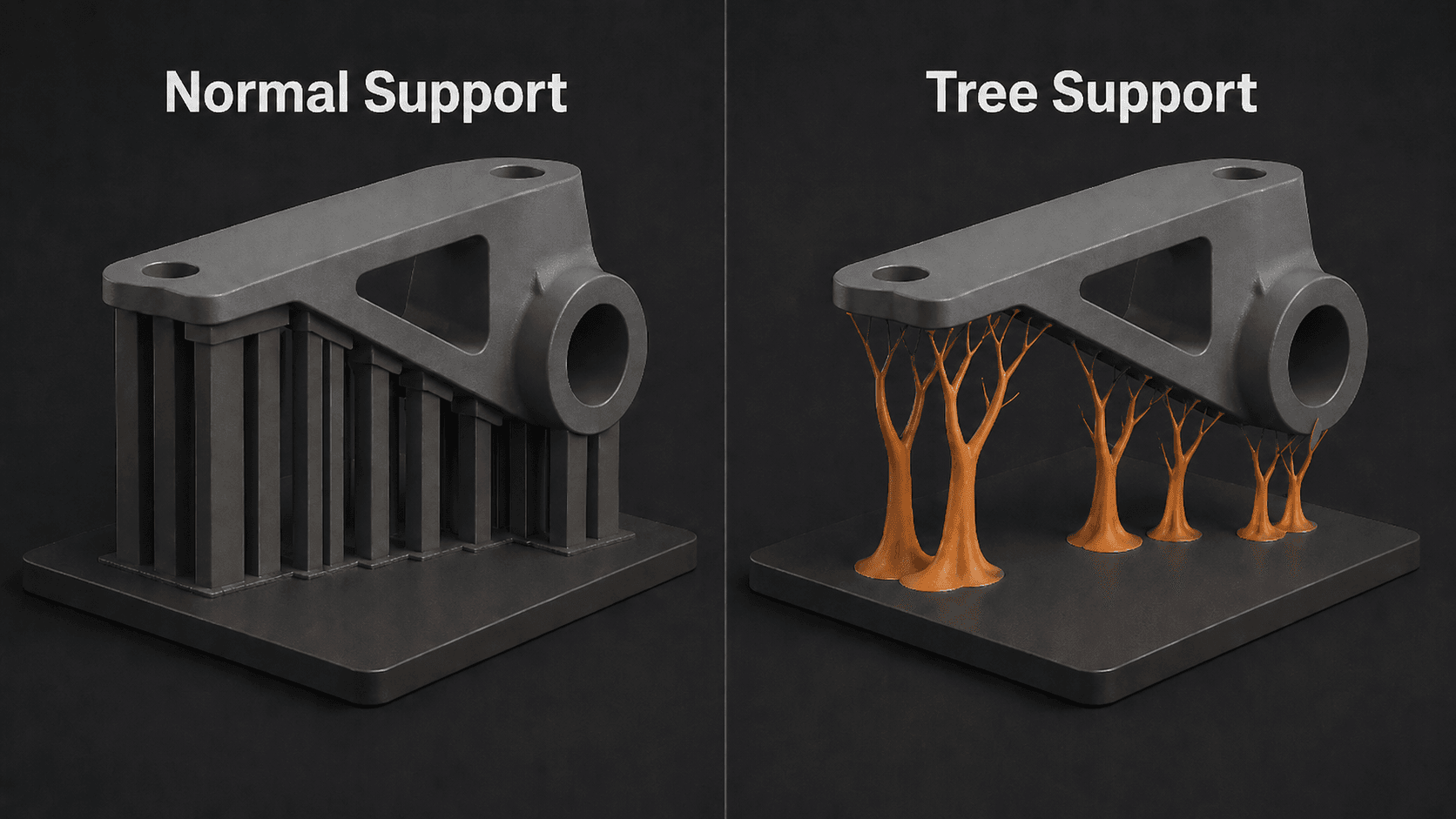
树形支撑与标准支撑的区别
核心区别在于几何结构和接触方式。
常规支撑(线形、网格或六边形)以重复模式生成垂直支撑柱。它们结构稳固、计算迅速且效果可预测。缺点是:无论悬垂下方是否需要支撑,它们都会支撑其下方的所有区域。此外,它们还会形成较宽的接触点,从而留下明显的痕迹。
树状支撑采用了一种不同的方法。每个支撑都作为一个独立结构,从打印平台延伸到模型上的特定接触点。算法会根据模型几何形状确定最优路径,最终生成专为特定打印量身定制的结构,而非统一应用的通用网格。
对大多数用户而言,实际差异在于:
- 标准型支持:更多标记、更多材料,更难从狭窄空间取出,更便于处理大型平面悬挑
- 树支撑:痕迹少、用料省、善于处理复杂几何结构、易于拆除
关键不在于哪一种普遍更优,而在于根据模型几何结构选择合适的支撑类型。
对比表:树状支撑 vs. 传统支撑
因子 | 传统支架 | 树状支撑 |
联系方式 | 大规模均匀网格 | 小型单接触点 |
材料用量 | 更高 | 降低30–50% |
打印速度 | 标准 | 更快(挤出量更少) |
表面光洁度 | 更多标记,需清理 | 更干净,极简标识 |
几何导航 | 仅限直线路径,被障碍物阻挡 | 枝干沿几何形状弯曲 |
结构强度 | 极适合大型平直悬挑 | 在大面积平坦表面上效果较弱 |
拆卸难度 | 中等偏难 | 操作更简便,尤其是较细的枝条 |
计算所得速度 | 快速 | 稍慢一些 |
最佳应用场景 | 平面悬伸结构、功能性部件 | 大角度悬垂、微小部件、复杂结构件 |
使用树形支撑的好处
如果你还在犹豫,这里有一份简明解析,告诉你树木支撑实际能带来哪些好处。
1. 更洁净的表面光洁度
较小的接触点意味着支撑与模型粘连的面积更小。在可见表面(如角色面部、凸起细节和纹理区域),这直接决定了打印结果是表面光洁,还是需要数小时的打磨和填补。
2. 更少的后期处理
痕迹越少,意味着使用美工刀、砂纸或填补剂的时间就越短。对于希望尽量减少后期处理工作的量产打印件,树状支撑可显著缓解后处理瓶颈。
3. 降低材料和时间成本
对于相同的支撑结构,线材用量可减少 30%–50%,这意味着在大批量打印中可大幅降低材料消耗。更细的分支还能加快挤出速度,因此即使考虑到路径生成略微复杂,打印时间也会缩短。选择合适的3D 打印机线材3D打印耗材(如PLA/ABS长丝卷,1.75mm规格)也会影响支撑件的附着与脱模效果。
4. 难以触及的几何形状加工
树状支撑可以环绕模型特征生长,而标准支撑则无法做到。如果打印件包含内部空腔、悬空结构下的悬空部位或对间隙要求严格的部件,树状支撑通常是唯一实际可行的选择。对于以图像为起点的模型,我们的图像到STL转换指南介绍了如何获取可直接打印的文件,再考虑支撑问题。或者完全跳过建模步骤:您,可以从文本或图像直接生成可打印的3D模型,导出为STL或OBJ格式,并带有整洁的网格拓扑,切片时不会产生意外问题。
5. 更易移除
与宽大的支撑块相比,较小的接触点在旋转作用下断裂更整齐。关键技巧:扭转,而非拉扯。熟练掌握后,树状支撑的移除速度会明显加快。
何时使用树状支撑
并非所有打印件都需要树状支撑。以下是一份实用指南:
在以下情况下使用树状支撑:
- 打印微缩模型或手办 模型带有披风、扬起的手臂、翅膀、头发和面部细节。小巧的接触点能完好保留您的精细作品。
- 悬垂面陡峭(偏离垂直方向大于 55°)。 常规支撑架适用于中等角度。陡峭的悬垂需要树枝的定向延伸。
- 表面光洁度至关重要。任何供人观赏的印刷品都得益于更清爽的视觉体验。
- 该模型具有复杂的几何形状或内腔。 树枝能延伸至电线杆无法到达之处。
- 您希望最小化后处理时间。 — 如果您大量打印,每次打印所节省的时间会快速累积。
在以下情况下请继续使用传统支架:
- 悬挑部分宽阔且平坦。 平坦表面上的树枝比网格形成更多的接触点。对于大型平坦表面,请使用线型或网格支撑。
- 结构荷载很关键。 对于承受较大应力的功能部件,致密线网格具有更佳的力学性能。
- 您的切片器频繁崩溃。Cura 已知存在树状支撑与多模型切片的问题。请使用直线支撑或尝试 PrusaSlicer(一款切片软件)。
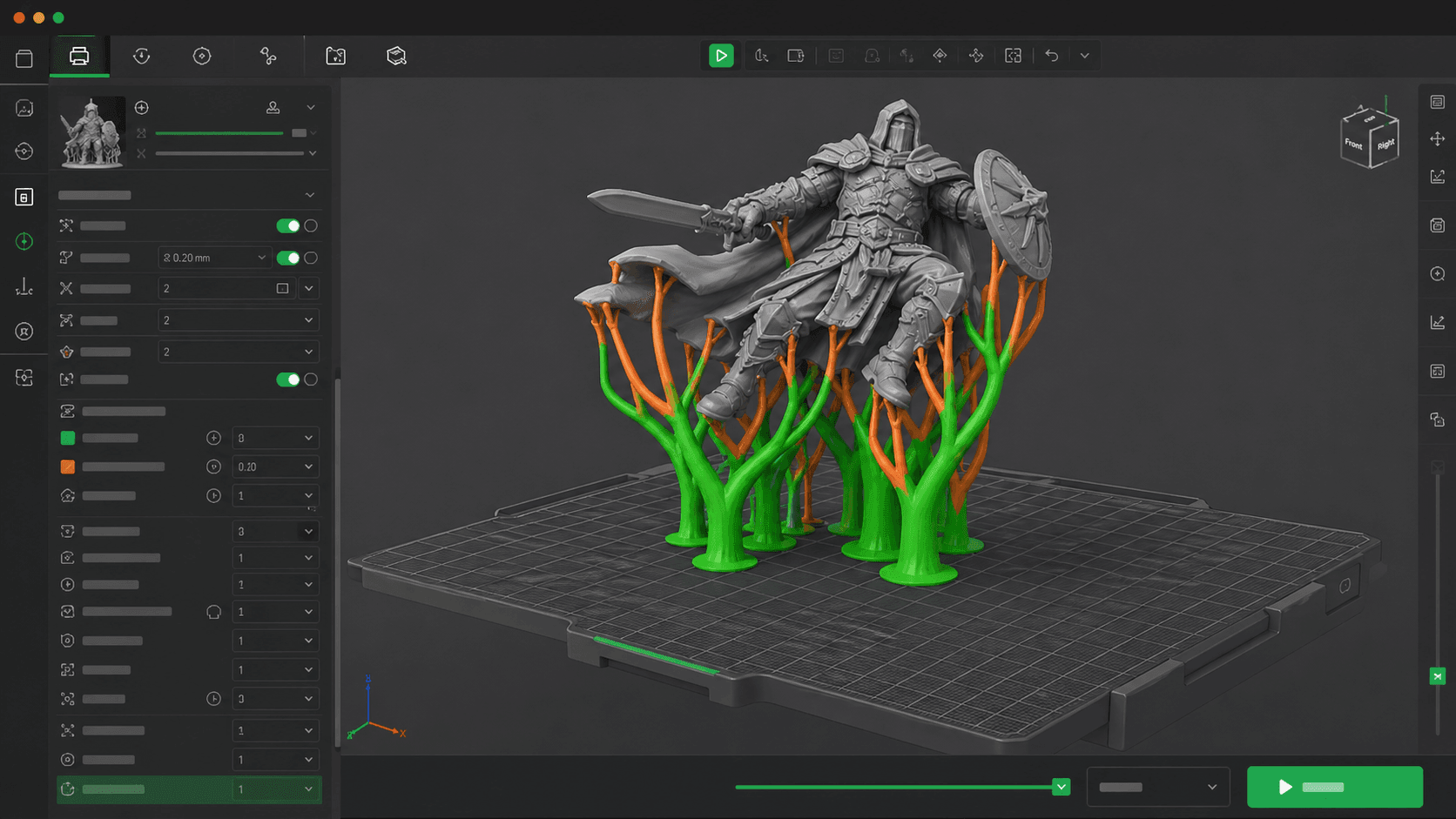
优化树状支撑设置
启用树形支撑很简单,但要将其调校到位,则需要了解几个关键设置。以下是真正需要关注的要点。
Cura 设置
启用树形支撑: 设置 → 配置可见性 → 勾选“全部” → 支撑 → 支撑类型 → 选择 树形 → 启用 生成支撑
支撑臂角度(最重要)
控制分支的倾斜程度。数值越高,越垂直,越稳定,但在陡峭地形下更难够到。数值越低,越倾斜,更容易到达,但分支更细弱。
- 默认:50°
- 细节丰富的微缩模型:40–50°
- 功能区:50–60°
支撑分支直径
树干基部直径。过细 = 存在倒伏风险。过粗 = 浪费材料,增加移除难度。
- 默认:2毫米
- 微缩模型/涂装件:1–1.5毫米
- 功能部件尺寸:2–3 mm
支撑枝夹角
控制锥化速度。数值越高,锥化越快,尖端越细,打印效果越干净;但分支强度会降低。默认值适用于大多数打印模型。除非您正在解决特定问题,否则无需调整。(需结合上下文确定具体译法,中文通常省略冠词或通过语境体现特指)但支撑结构较弱。默认设置适用于大多数打印。除非您正在排查特定问题,否则建议不要调整。
支撑屋顶和支撑地板
它们增设水平板于支撑结构与模型之间。这增大了接触面积,意味着更好的附着力,但代价是清洁难度增加。
- 设置为0mm适用于微缩件和外观打印:完全依赖支线末端定位
- 对于具有较大平坦悬垂部分且层间粘合需重点关注的功能部件,将层高设置为 0.2–0.4mm
提示: 如果您的树状支撑已生成但未触及模型(在预览中悬空),请将 树枝角度 增大至 50–60°。若仍无效,请尝试旋转模型。
PrusaSlicer 设置
PrusaSlicer 的树形支撑支持有机支撑(打印设置 → 支撑 → 类型:有机)。
关键参数:
- 有机支撑分支角度: 默认角度 45–55°。根据悬垂坡度调整角度。
- 有机支撑枝直径(底部):主干宽度,对应于 Cura 中的分支直径。
- 有机支撑分支顶部直径: 笔尖宽度,用于控制触点大小。
PrusaSlicer 的有机支撑在处理复杂几何体时,通常能产生更整洁的分支结构。如果某个模型在Cura中遇到问题,不妨试试PrusaSlicer。有关完整参数详情,请参阅PrusaSlicer 有机支撑文档。
Bambu Studio 配置选项
支撑 → 启用支撑 → 支撑类型:树状(自动)
Bambu的方案更为自动化。"自动"模式会为您处理大部分优化工作。设置选项位于支撑 → 树形支撑特定设置 :
- 分支角度: 树枝弯曲的程度
- 尖端直径: 控制控制点大小
- 壁厚:为树状结构添加外壳以增强稳定性
Bambu 的树形支撑在最小化接触点方面极为激进,从而极大提升表面光洁度。请查看Bambu Studio 的支撑设置指南以获取针对特定模型的推荐。
如何从 3D 打印件中移除树状支撑
树形支撑比传统支撑更容易移除,但操作方法至关重要。
请先让打印件冷却。 冷却后的PLA能干脆断裂,而未完全冷却的PLA则发黏且容易拉伸。有些人在取下打印件前会将其放入冰箱冷冻10分钟,这种方法确实有效。
扭转,而非直接拉扯。 抓住靠近接触点的枝条,施加旋转力。通过扭转,细枝末端会比直接拉扯更干净利落地断开。
使用合适的工具:
- 细枝:平口钳或尖嘴剪
- 较粗线材:尖嘴钳
- 处理残留水口:使用锋利的美工刀或细砂纸打磨
对于顽固的连接点: 用热风枪短暂加热该区域,只需软化支撑材料而不影响模型即可。然后轻轻扭动。
最大的错误: 操之过急。强行剥离芯片表面的支撑物。如果难以取下,说明需要更多时间、更高温度或尝试不同角度。
排查常见的树木支撑问题
未连接至模型的分支
几乎总是分支角度 的问题。如果角度设置过低(过于平缓),支撑分支会因空间不足而无法触及陡峭的模型表面。请将角度增大至 50–60° 并重新切片。如果问题仍然存在,请尝试旋转模型方向。
树形视图支持打印时收起
支撑柱直径过细,无法承受当前负载。请将支撑分支直径增加 0.5–1 毫米。同时检查:第一层是否打印正确?第一层附着力不佳会影响整个打印件,并导致支撑更容易倒塌。
使用树形支撑时Cura崩溃问题
这是 Cura 中的一个已知错误。将树形支撑与打印床上的多个模型结合使用时,可能导致崩溃或产生无意义的支撑结构。解决方法:
- 逐个对模型进行切片
- 切换至PrusaSlicer 或 Bambu Studio 适用于该打印件
- 为多模型打印采用传统线状支撑
支持将支撑融合至模型表面
通常由以下两种原因之一引起:
- 触控区域太大。在切片软件设置中减小喷嘴直径。
- 打印头过热。 将喷嘴温度降低 5–10°C。PLA 在 200°C 时的熔融活性比在 190°C 时更强。
- 散热不足。 增大支撑层的冷却风扇转速。
支撑区域的表面粗糙不平
即使是树状支撑也可能留下痕迹。如果您仍然看到粗糙痕迹。
- 确保支撑屋顶/楼板被设置为0mm(无打印板触碰模型)
- 尝试减少 支撑结构接口壁厚 如果切片软件支持该功能
- 将模型定向,使细节最丰富的表面朝向用户远程从构建平台取出后,朝上的表面支撑痕迹最为明显。
增强稳定性与结构完整性
树形支撑在承受重载时的强度低于传统支撑。以下介绍如何在关键受力处优化其使用效果。
增加树干直径。 基部承受的载荷最大。将树干直径从2毫米增加到3毫米,可在材料成本增幅最小的情况下显著提升承载能力。
为大面积平坦区域添加支撑屋顶。 水平薄板(0.2–0.4mm)可将载荷更均匀地分散到平坦悬垂结构上,避免仅靠分支末端支撑时因受压而变形。
将构建平台略微倾斜。 大多数切片软件允许你旋转模型。略微倾斜(5–15°)可以改变需要支撑的表面,通常还能减少所需的支撑总量。
使用强度更高的材料作为支撑。 如果您的打印机具备双挤出功能,使用不同材料打印支撑(例如,使用 PETG 制作 PLA 模型的支撑,或使用可溶性 PVA 作为 PLA 打印件的支撑)可通过化学溶解或加热方式去除,避免使用可能损伤表面的机械力。
简化支持卸载
除了基本的旋转手法外,以下方法可使移除过程更快捷、更安全:
首先优化触点尺寸。这是对移除难度影响最大的设置(即支撑结构与模型的接触面积)。触点面积越小 = 剥离越干净。大多数切片软件允许您直接设置此参数。
降低支撑密度。 支撑越多,接触点越多,表面损伤风险越高。对于树状支撑,10–15% 的密度通常适用于大多数模型;仅在存在陡峭悬垂结构时,才将密度提升至 15–20%。超过此范围通常适得其反。
合理定向。 最靠近构建板的表面(朝下)始终需要最多的支撑,并且会留下最明显的痕迹。请调整方向,使最关键的面朝上或朝向侧面,以便树状支撑能以较小角度接触表面,减少支撑接触痕迹。
对于树脂打印:树脂中的树状支撑主要旨在优化拉拔角度和减少吸力,而非提供结构支撑。在ChiTuBox、Lychee Slicer和PrusaSlicer的树脂模式下,设置应优先考虑排水孔和掏空,以尽可能完全消除内部支撑。对于选择首台打印机的FDM用户,我们的最佳儿童3D打印机指南涵盖了封闭式安全选项,这些机型同样适用于需要大量支撑的打印。
减少材料浪费,防止熔合
减少材料使用
树形支撑本身已很高效,但您还可以进一步优化:
- 从模型概述开始。 将模型倾斜45°通常比任何设置调整都能更有效地减少支撑体积。如果您的模型为3MF格式,请参阅我们的 3MF 到 STL 格式转换指南 需要先将其转换为切片软件兼容的格式。
- 使用实际可用的最细分支直径。 对于微缩模型:1–1.2毫米通常就足够了。越薄越省料,打印也越快。
- 关闭屋顶/地板支撑除非您特别需要这些材料用于层间附着力。
避免支持功能合并
熔合通常发生在支撑材料与模型表面粘连时,多由热量、压力或冷却不足引起。
- 将喷嘴温度降低 5–10°C 以减少粘连倾向
- 提高散热风扇转速 用于支撑层(PLA 为 50–100%)
- 降低支撑结构的层高 所以较薄的层冷却速度更快
- 添加间距: 部分切片器允许您设置 Z轴间隙支撑结构与模型表面之间的垂直偏移。即使仅0.1mm的偏移也能在保持支撑效果的同时减少熔合
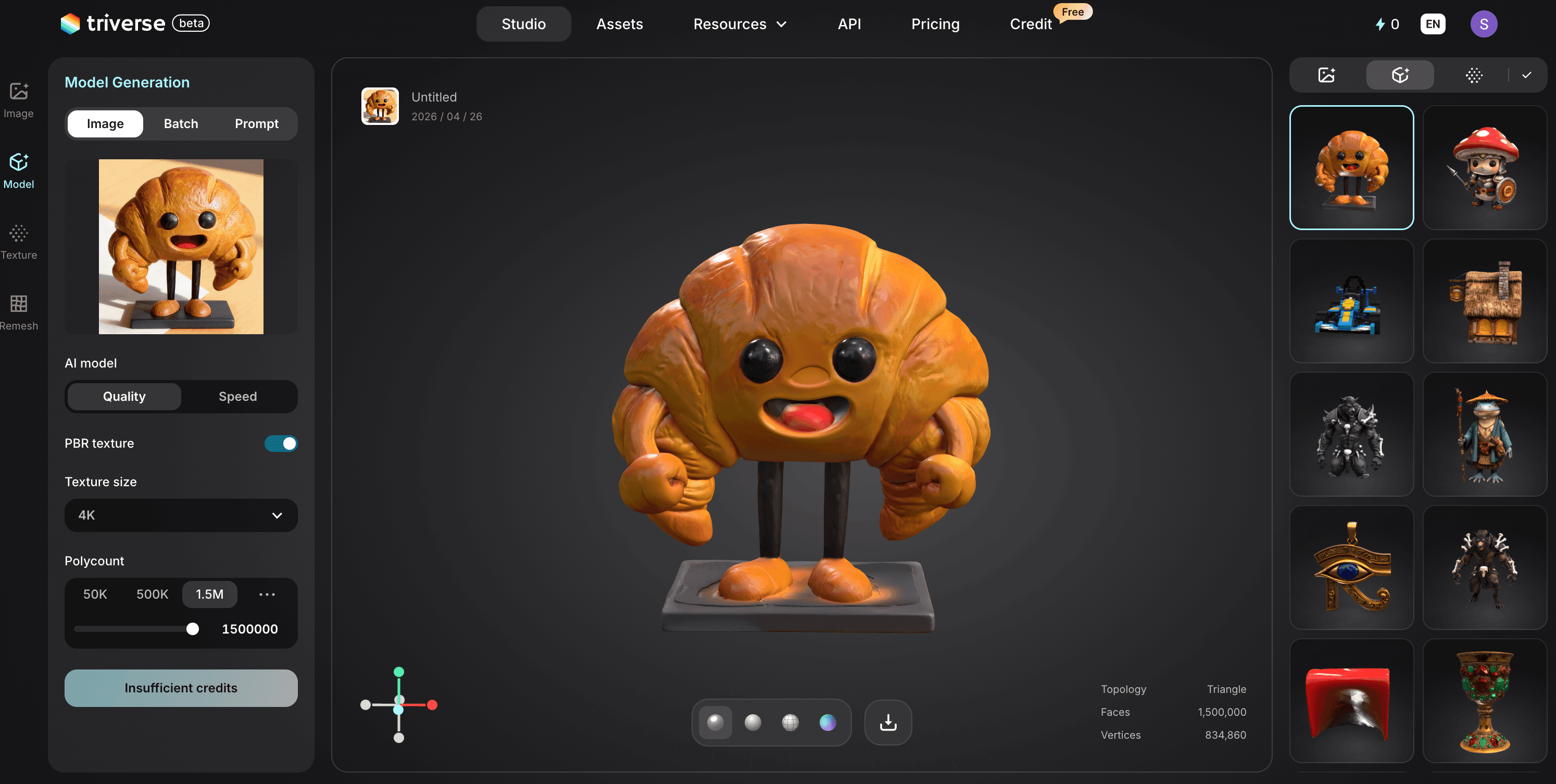
使用Triverse AI生成便于3D打印的模型
这里有一个大多数帮助文档会忽略的细节:模型本身决定你究竟需要多少支持。
具有非流形边缘、法向翻转或内部自相交的网格会迫使切片器在不该生成的地方生成支撑。这导致您陷入与几何体的无效对抗,而非对其进行优化。干净的网格拓扑意味着切片器能正确读取悬垂角度,仅在必要时生成支撑,从而获得更优质的打印结果并减少浪费。
这正是Triverse AI在3D打印工作流中发挥作用的位置。您可以通过文本描述生成3D模型,或仅凭一张参考图像进行创建,且大多数导出模型都足够完整,无需额外修复即可直接切片。对于复杂或高细节度的几何形状,您可能仍需在Blender中检查并优化网格,但绝大部分清理工作已由系统自动完成。
为何网格质量对支撑结构至关重要:
- 水密网格可被平整切片。 无缝隙,无法线反转,也不会在不该出现的地方意外生成支撑结构。
- 整洁的拓扑结构 = 可控的悬垂。切片器精确计算悬垂角度。系统仅在几何形状真正需要支撑的位置提供支撑。
- STL 和 OBJ 导出Triverse 输出与 Cura、PrusaSlicer 和 Bambu Studio 兼容的标准格式。将文件拖入切片软件(slicer),启用树形支撑,即可开始切片打印。
- 少花时间在修复上,多花时间打印。 对于任何一个花了一小时修复下载的网格却发现它仍然生成无效支撑的人来说,这正是实际要解决的瓶颈。
如果您正在3D打印制作微缩模型、游戏资产或装饰品(这正是树状支撑的优势场景),从干净的模型开始就能从根本上避免整类支撑问题。
关于树状支撑的常见问题解答
树状支撑与树状支撑有何区别?
它们实际上是同一种技术。Cura称之为“树状支撑”,PrusaSlicer称之为“有机支撑”,Bambu Studio则命名为“树状(自动)”。三者的底层算法相似:支撑枝干从构建平台向模型生长,延伸过程中逐渐变细,仅以最小接触点与模型连接。
树状支撑比传统支撑更省材料吗?
是的。由于更纤细且仅在必要位置接触,树状支撑通常比同等任务下的线型或网格支撑节省30-50%的线材。这意味着更快的打印速度和更低的单次打印材料成本。
树状支撑能支撑平面悬垂吗?
它们不适用于大面积的平坦悬垂结构。平面上的树状支撑枝干会产生多个接触点,这与预期效果相反。对于宽大平面悬垂,请使用传统线型或网格支撑。树状支撑更擅长处理陡峭和复杂的悬垂结构。
为什么我的树状支撑无法接触到模型?
最可能的原因是枝干角度设置过小。将其增加至50-60°并重新切片。若未解决,尝试旋转模型到不同角度。模型朝向往往比任何设置都重要。
树状支撑对功能部件强度足够吗?
在承重状态下,它们对大面积平坦悬垂的支撑强度不如密集线型支撑。对于具有陡峭或复杂悬垂的功能部件,可通过增加枝干直径使树状支撑达到良好效果。针对大面积平面功能悬垂:请使用线型或网格支撑。
如何最小化精细打印件上的支撑痕迹?
三个要点:使用细枝干直径(1-1.5mm)的树状支撑,将支撑顶部/底部厚度设为0mm确保仅枝干末端接触,调整模型朝向使最精细的表面背对构建平台。
哪款切片软件最适合树状支撑?
PrusaSlicer的有机支撑对复杂几何体往往能生成最可靠的枝干结构。Bambu Studio表现优异且自动化程度更高。Cura效果良好但存在树状支撑与多模型同时处理的已知缺陷。三者皆可选用。若某款软件对特定模型处理不佳,可尝试切换其他软件。
可以在打印平台上对多个模型使用树状支撑吗?
Cura存在树状支撑+多模型协同的已知缺陷(崩溃、生成错误)。建议单次切片单个模型,或在多模型打印时切换至PrusaSlicer或Bambu Studio。
结论
树状支撑并非通用替代方案,而是一种专用工具。对于小型模型、复杂几何结构和对表面光洁度要求高的打印件,它们优于线型和网格支撑。对于大平面悬垂部分,传统支撑仍是更好的选择。
关键在于掌握何时选用哪种支撑类型。大多数切片软件让切换变得轻而易举,后处理时间的节省效果立竿见影。在下一次打印带有陡峭悬垂结构的模型时,尝试使用树状支撑。仅需十分钟设置,你就能立即判断它是否是合适的工具。如果你想跳过建模步骤,直接进入切片,Triverse AI 可以根据文本提示或单张图片生成可打印的3D模型,并导出为具有干净网格几何结构的STL文件。